Bu yazıda Python BeatifulSoup modülü ile bir websitesinin html kodlarını kullanarak verileri kendi uygulamam üzerinde nasıl kullandığımı küçük bir uygulama ile göstermek istiyorum.
Bu programı yazabilmek için “requests” ve “BeatifulSoup” modüllerini kullanacağım.
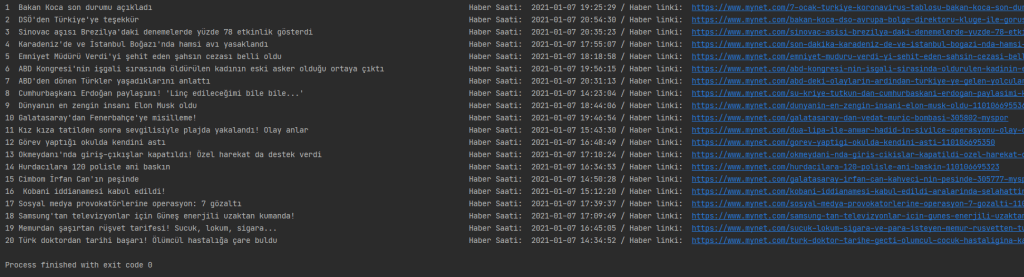
Mynet.com sitesinin anasayfasında yer alan 20 adet haberin ismini, tarihini ve linkini bu program sayesinde alabilmiş olacağız.
##Bu kısımda kullanacağım modülleri import ettim.
import requests
from bs4 import BeautifulSoup
from datetime import datetime
##Kullanacağım url'yi bir değişkene tanımladım.
url = "https://www.mynet.com/"
##Bu kısımda url'nin içeriğini aldım ve BeatifulSoup modülünü kullanacağım biçime getirdim.
icerik = requests.get(url).content
soup = BeautifulSoup(icerik,"html.parser")
##Haberlerin içeriğinin olduğu kısmı bütün html kodu içerisinden bu kod ile ayıkladım.
list = soup.find("body").find("div",{"class":"my-wrap"}).find_all("ul",{"class":"box-news-item row"})[1].find_all("li")
##Bu kısımda ise ayıkladığım kod içerisinden haber tarihi, başlığını ve linkini çekip ekrana yazdırdım.
count = 1
for li in list:
zaman = li.attrs["data-pli-created"]
zaman = datetime.fromtimestamp(int(zaman))
haber = li.find("a").attrs["title"]
link = li.find("a").attrs["href"]
print(str(count).ljust(2) , str(haber).ljust(100),"Haber Saati: ", zaman, "/ Haber linki: " , link )
count +=1
Program Çıktısı:
BeatifulSoup modülü ile bu şekilde herhangi bir web sitesinin html kodu içerisinden istenilen bilgi ayıklanarak kullanılabilir hale getiriliyor.
Beşinci uygulama için Factory I/O içerisinde “Separating Station” olarak adlandırılmış renklere göre parçaların ayrıştırılması senaryosunun Siemens S7-1200 PLC programını yazdım. Programın istenen çalışma şeklini aşağıdaki videodan görebilirsiniz.
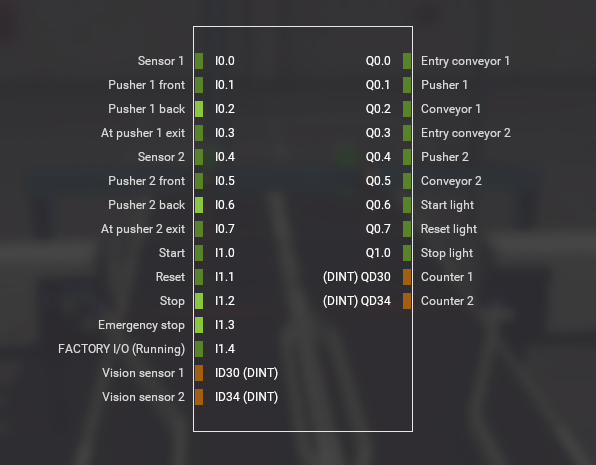
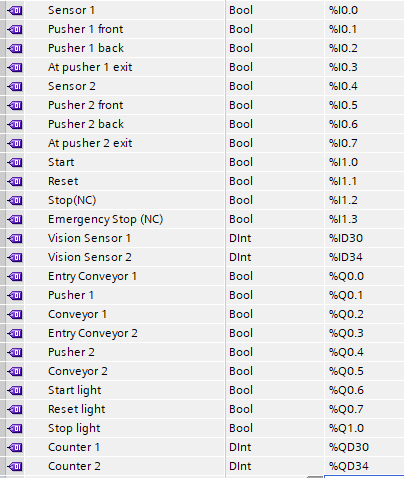
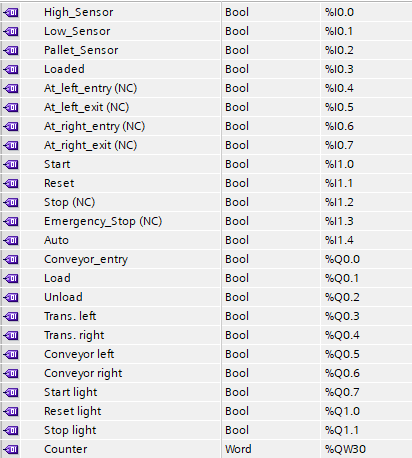
Etiket tablosu ve Factory I/O üzerindeki giriş-çıkış bağlantılarını aşağıdaki şekilde yaptım.
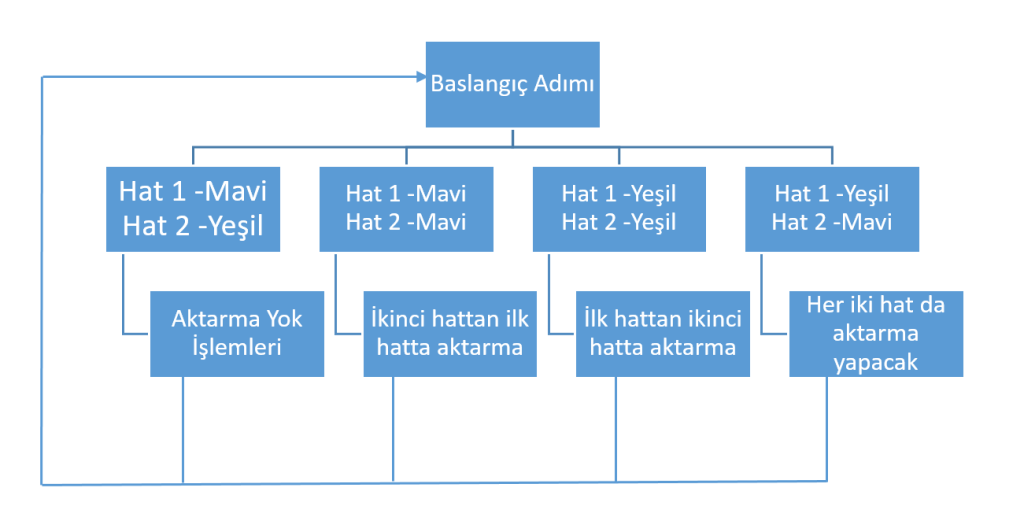
Programın yazımına geçersek bu programı yazarken her network bir adımı temsil edecek şekilde program yazımını gerçekleştirdim. Her adım bir önceki adımı resetleyecek şekilde tasarladım. Main OB içine farklı fonksiyon blokları ekleyerek ve programı bu bloklar içine yazarak daha düzenli bir yazım gerçekleştirdim. Yapısal programlama teknikleri PLC programlama için de geçerli. Her networku açıklayarak bu yazımı tamamlayacağım. Bu program öncesinde program akışını daha iyi görebilmek için aşağıdaki diyagramı inceleyebilirsiniz.
Main
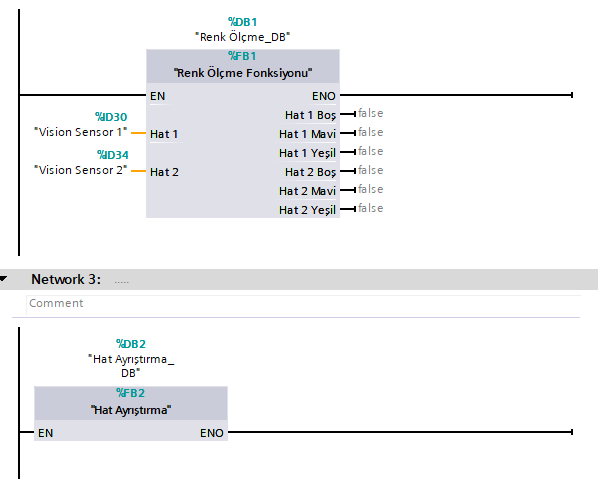
Main OB’de sürekli çevrim fonksiyonu ve renk belirleme fonksiyonlarını farklı bloklar içine yazdım. Öncelikle renk belirleme fonksiyonunu açıklamaya çalışacağım.
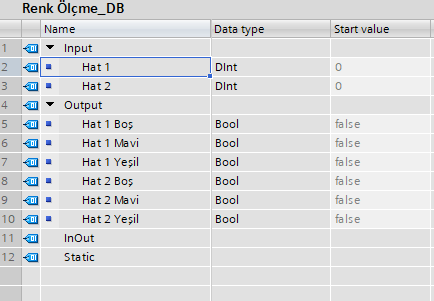
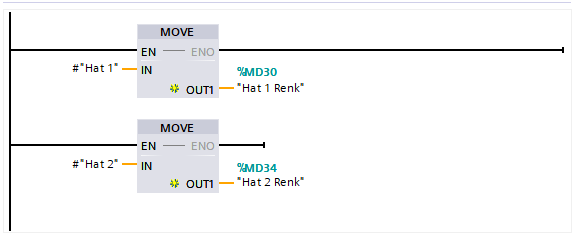
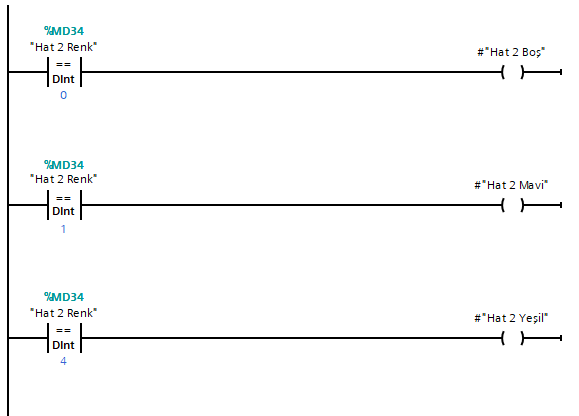
Renk Ölçme Fonksiyonu
Kendi database’i üzerinden değişken belirlememin nedeni blok üzerinden çıkışları izleyebilmekti.
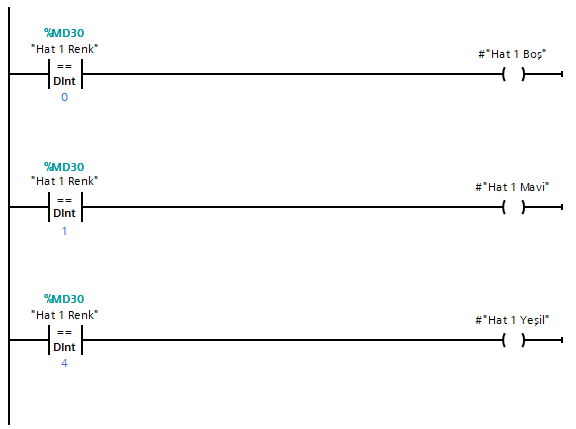
Sensörler analog çıkış verdiği için gelen bilgiye göre renk belirlemesi yapmak için gelen bilgi 4 ise hat yeşil, 1 ise mavi ve 0 ise boş tanımlamaları yapıldı.
Sürekli Çevrim
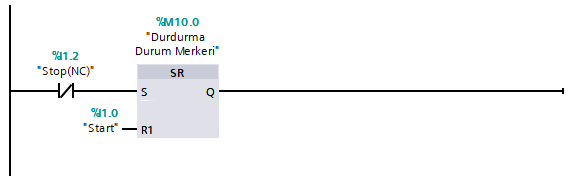
Network1
Durdurmak istendiğinde bir hafıza alanına bu bilgiyi atayıp döngü sonuna kadar saklamak için M10.0 kullanıldı. Stop’a basılınca aktif olacak sistem duruyor iken starta basılırsa deaktif olacak.
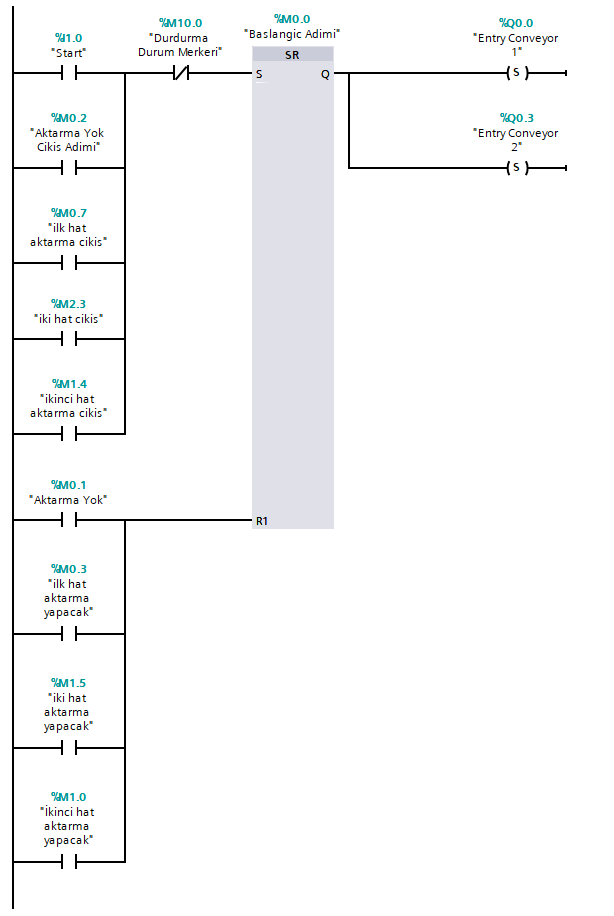
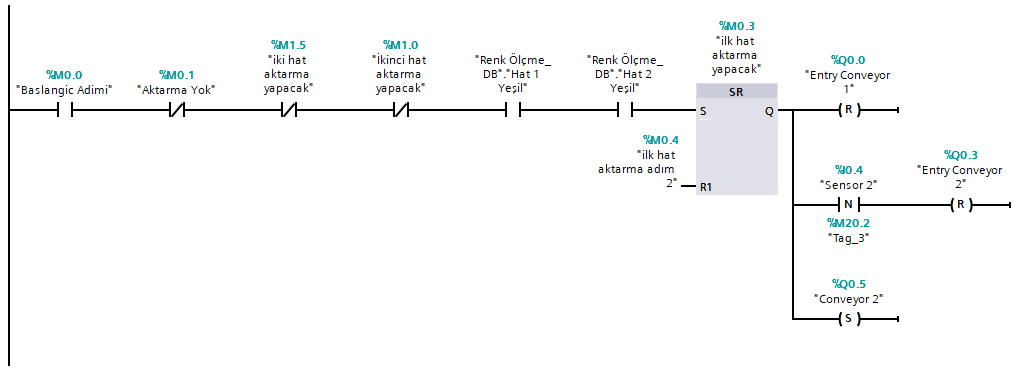
Network2
Sistemde durma bilgisi aktif değilse ve start’a basılırsa veya önceki çevrim bitince başlangıç adımı aktif olacak. Başlangıç adımıyla birlikte giriş konveyörleri çalışmaya başlayacak. Sonraki adımlar aktif olunca başlangıç adımı deaktif olacak.
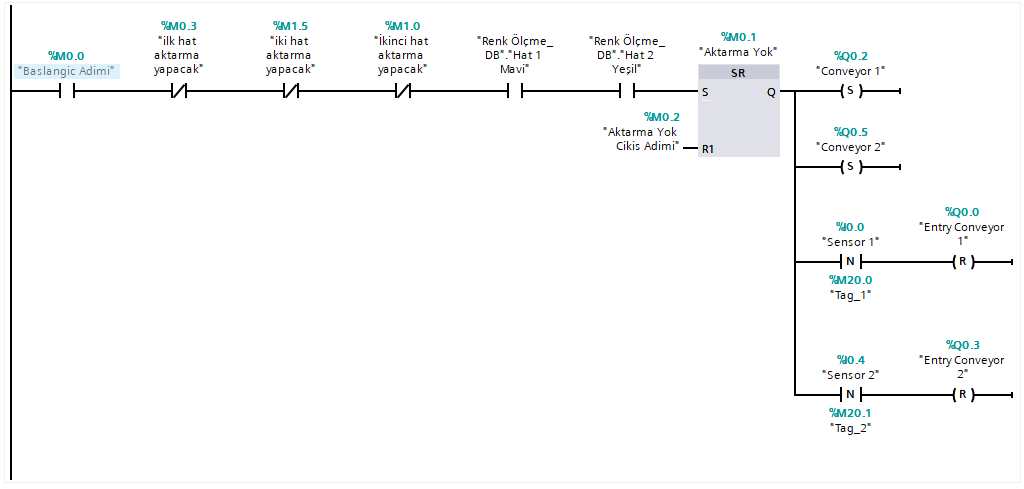
Network3
Hat 1 deki parça mavi ve hat 2 deki parça yeşil olduğunda bu adım aktif olacak. Bu adımla birlikte giriş konveyörleri duracak ve çıkış konveyörleri aktif olacak.
Network4
Çıkış sensörleri aktif olunca bu adım aktif olacak ve çıkış konveyörleri duracak. Çevrim bittiği için otomatik modda ise bu adımdan sonra başlangıç adımına dönecek.
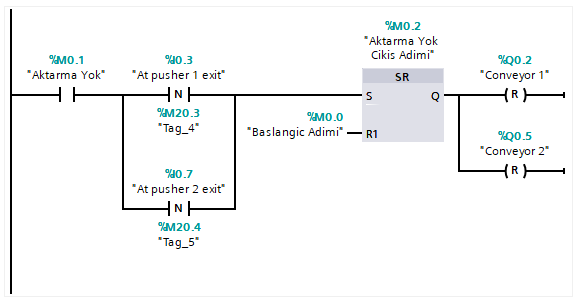
Network5
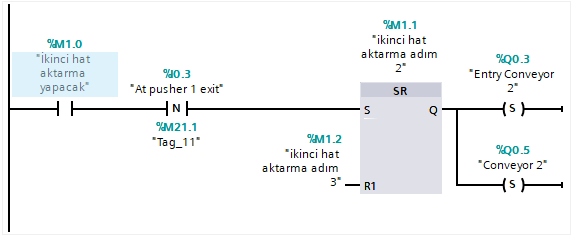
Hat 1 deki parça yeşil ve hat 2 deki parça yeşil olduğunda bu adım aktif olacak. Bu adımla birlikte ilk hattan ikinci hatta aktarma aktif olacak. Bu adımda ikinci konveyördeki parça doğru kısımda olduğu için aktarma yapılmadan çıkışa devam edecek.
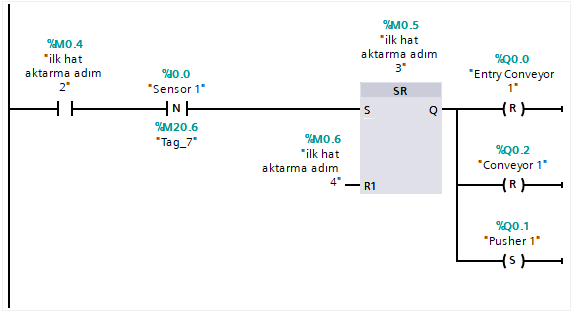
Network6
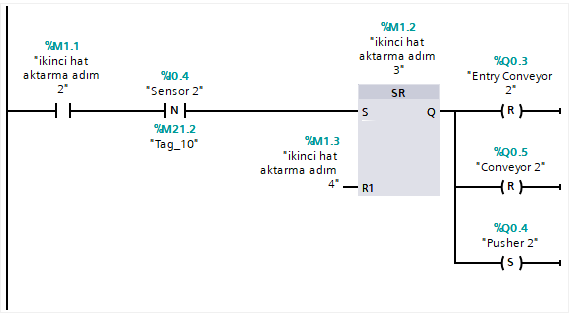
İkinci konveyördeki parça çıkış yaptıktan sonra ilk konveyördeki parça pusher önüne gelene kadar ilk konveyör aktif olacak.
Network7
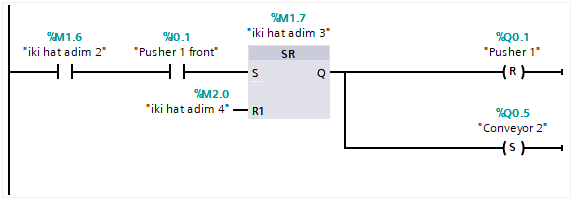
Parça pusher önüne geldiğinde konveyör duracak ve pusher çalışarak yeşil parçayı ikinci konveyöre aktaracak.
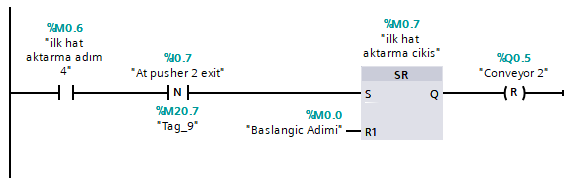
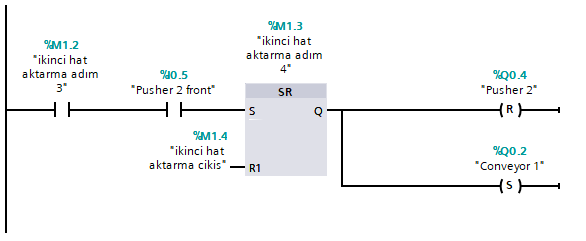
Network8
Aktarma işlemi bittikten sonra pusher geri konumuna dönecek ve ikinci konveyör aktarılan parçayı çıkışa aktaracak.
Network9
Aktarılan parça da çıkış yaptıktan sonra ikinci konveyör duracak ve otomatik modda ise başlangıç adımına dönecek.
Network10
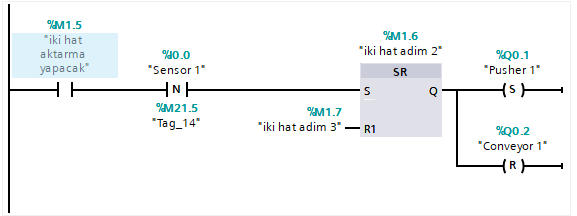
Hat 1 deki parça mavi ve hat 2 deki parça mavi olduğunda bu adım aktif olacak. Bu adımla birlikte ikinci hattan ilk hatta aktarma aktif olacak. Bu adımda ilk konveyördeki parça doğru kısımda olduğu için aktarma yapılmadan çıkışa devam edecek.
Network11
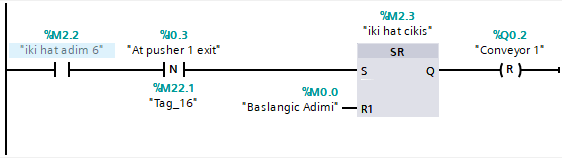
İlk konveyördeki parça çıkış yaptıktan sonra ikinci konveyördeki parça pusher önüne gelene kadar ilk konveyör aktif olacak
Network12
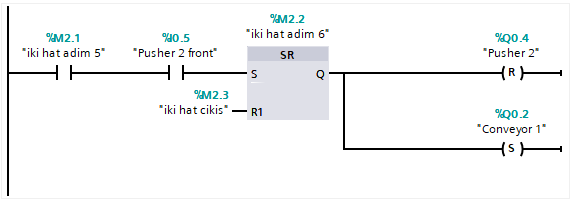
Parça pusher önüne geldiğinde konveyör duracak ve pusher çalışarak mavi parçayı ilk konveyöre aktaracak.
Network13
Aktarma işlemi bittikten sonra pusher geri konumuna dönecek ve ilk konveyör aktarılan parçayı çıkışa aktaracak.
Network14
Aktarılan parça da çıkış yaptıktan sonra ilk konveyör duracak ve otomatik modda ise başlangıç adımına dönecek.
Network15
Hat 1 deki parça yeşil ve hat 2 deki parça mavi olduğunda bu adım aktif olacak. Bu adımla birlikte iki parça da diğer konveyöre aktarılacak. İlk olarak ilk hattan ikinci hatta aktarma yapılacak.
Network16
İlk hattaki parça pusher önüne geldiğinde ilk konveyör duracak ve ilk hattaki parçayı pusher ile ikinci hatta aktaracak.
Network17
Pusher aktarma işlemini tamamladıktan sonra pusher geri konuma geri dönecek ve aktarılan parça ikinci konveyör ile çıkışa gidecek.
Network18
Aktarılan parça çıkış yaptıktan sonra ikinci giriş konveyörü çalışacak ve ikinci hattaki parça pusher önüne gelecek.
Network19
İkinci hattan ilk hatta aktarılacak parça da pusher önüne geldiğinde ikinci konveyör duracak ve pusher parçayı aktaracak.
Network20
Pusher aktarma işlemini tamamladıktan sonra geri dönecek ve ilk konveyör çalışarak aktarılan parçayı çıkışa gönderecek.
Network21
Aktarılan parça ilk konveyörden çıkış yaptıktan sonra ilk konveyör duracak ve otomatik modda ise başlangıç adımı aktif olacak.
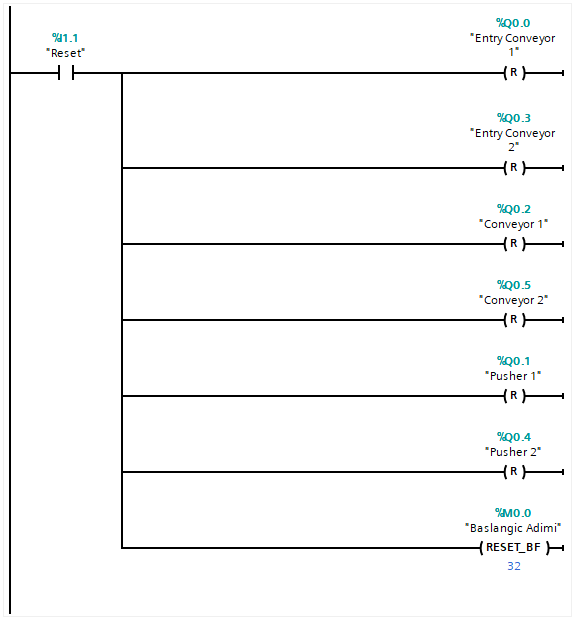
Network22
Reset butonu ile bütün çıkışlar resetleniyor.
Yukarıda yazılan programı indirmek için mail ile iletişime geçebilirsiniz.
Dördüncü uygulama için Factory I/O içerisinde “Converge Station” olarak adlandırılmış 2 konveyör hattının birleştirilme senaryosunun Siemens S7-1200 PLC programını yazdım. Programın istenen çalışma şeklini aşağıdaki videodan görebilirsiniz.
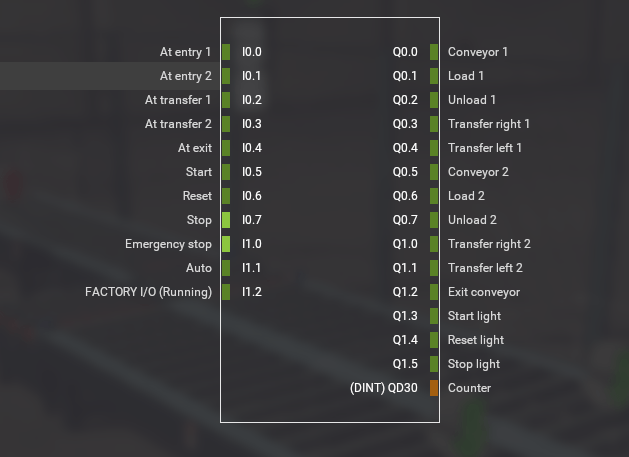
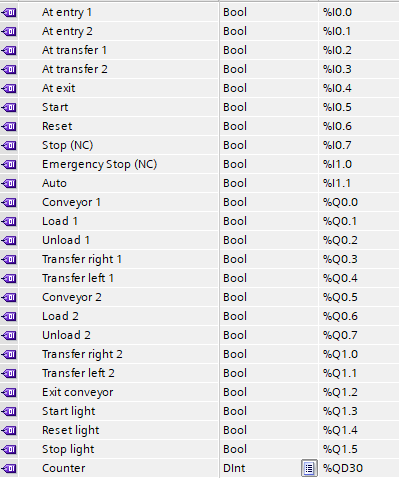
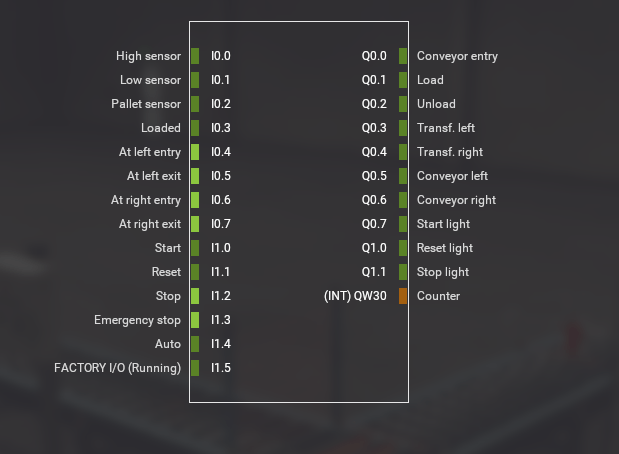
Etiket tablosu ve Factory I/O üzerindeki giriş-çıkış bağlantılarını aşağıdaki şekilde yaptım.
Programın yazımına geçersek bu programı yazarken her network bir adımı temsil edecek şekilde program yazımını gerçekleştirdim. Her adım bir önceki adımı resetleyecek şekilde tasarladım. Main OB içine farklı fonksiyon blokları ekleyerek ve programı bu bloklar içine yazarak daha düzenli bir yazım gerçekleştirdim. Yapısal programlama teknikleri PLC programlama için de geçerli. Her networku açıklayarak bu yazımı tamamlayacağım.
Main
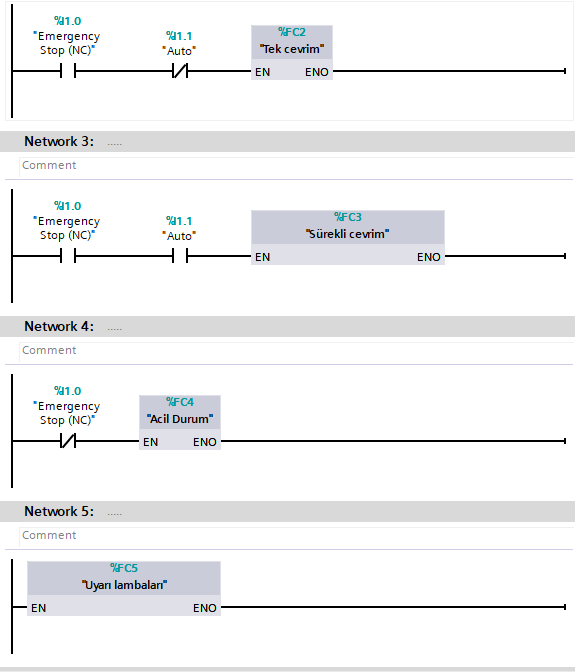
Otomatik mod seçili ise sürekli çevrim çalışacak manuel moda alındığında ise tek çevrim çalışıp duracak. Acil durum ve uyarı lambalarını farklı fonksiyonların içine yazdım.
Acil Durum FC
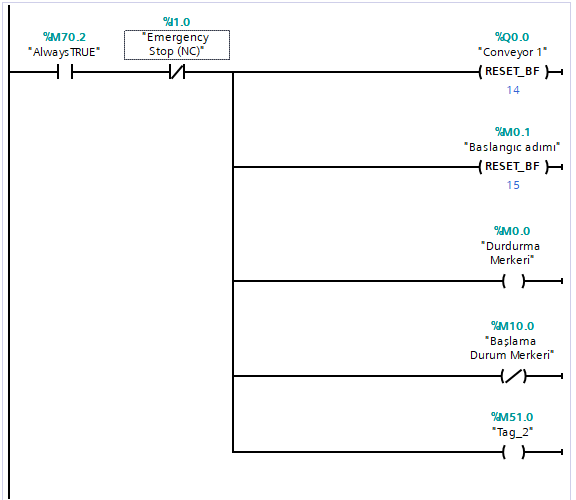
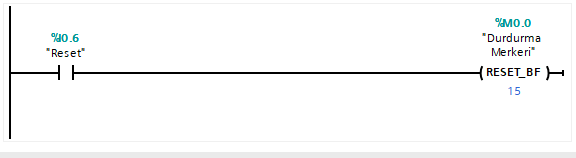
Acil durum butonu ile bütün çıkışlar resetlenicek ve durdurma merkeri aktif olucak. M51.0 HMI ekran uygulamasına bilgi göndermek için kullanıldı.
Uyarı lambaları FC
Durma durumuna ve reset duruma göre uyarı lambalarının durumunu kontrol ettim.
Sürekli Çevrim
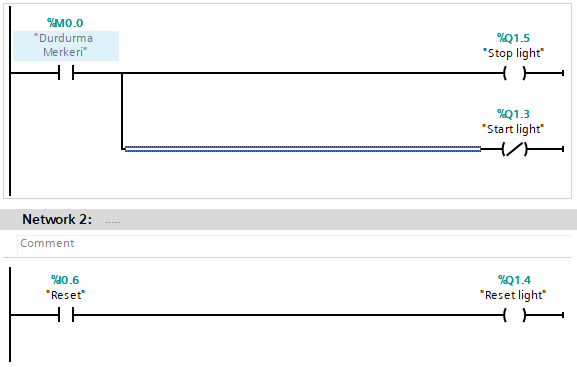
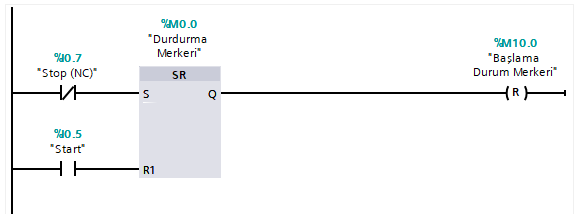
Network1
Durdurmak istendiğinde bir hafıza alanına bu bilgiyi atayıp döngü sonuna kadar saklamak için M0.0 kullanıldı. Stop’a basılınca aktif olacak sistem duruyor iken starta basılırsa deaktif olacak.
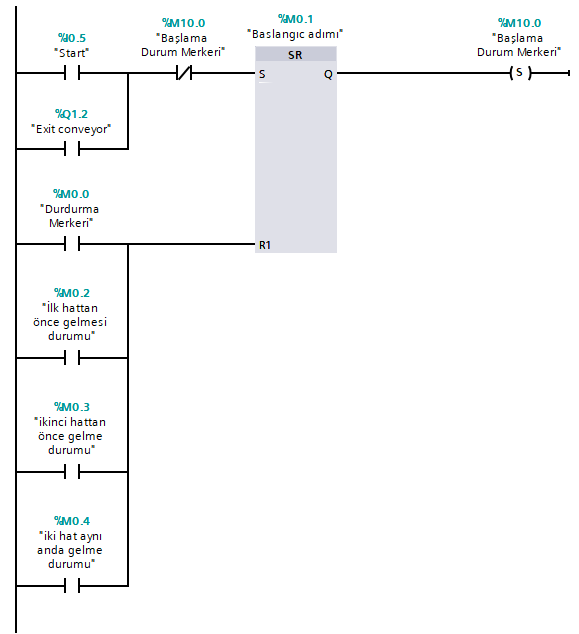
Network2
Stop merkeri aktif değilken starta basılırsa veya çevrim sonundaki adım bitince başlangıç adımı aktif olacak. 3 durum olduğu için herhangi bir durum aktif olduğunda bu adım reset ucu ile deaktif olacak.
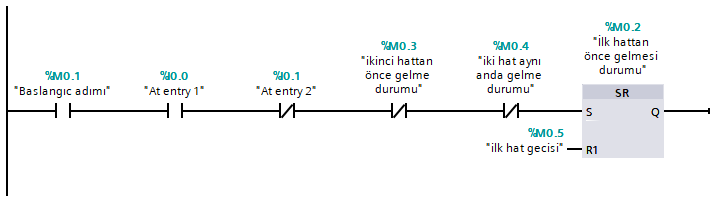
Network3
İlk parça birinci konveyörden gelme durumunda bu adım aktif olacak. Diğer durumlar aktifken bu adımın aktif olmaması için diğer durumların kapalı kontakları set ucuna seri bağlandı.
Network4
İlk parça ikinci konveyörden gelme durumunda bu adım aktif olacak. Diğer durumlar aktifken bu adımın aktif olmaması için diğer durumların kapalı kontakları set ucuna seri bağlandı.
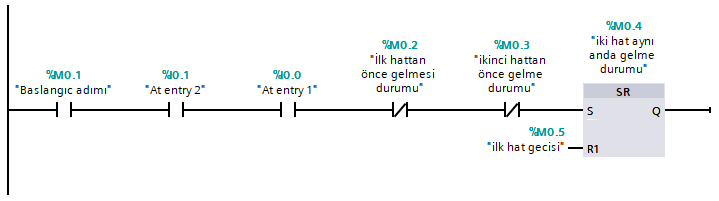
Network5
İki parça aynı anda sensör önüne gelme durumunda bu adım aktif olacak. Diğer durumlar aktifken bu adımın aktif olmaması için diğer durumların kapalı kontakları set ucuna seri bağlandı.
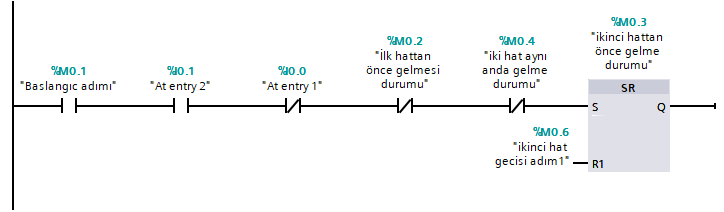
Network6
İlk parça ilk hattan geldiğinde yada iki parça aynı anda geldiğinde ilk olarak birinci konveyördeki parçanın geçişine izin verilecek.
Network7
İlk olarak parça ikinci hattan geldiğinde önce ikinci hattaki parça ilk hatta aktarılacak ve ilk hattan ilerleyişine devam edecek. Bu networkde ikinci hattan gelen parçanın aktarma sistemine yüklenmesi sağlanıyor.
Network8
Bu networkde aktarma sistemine yüklenen parça ilk konveyöre aktarılıyor.
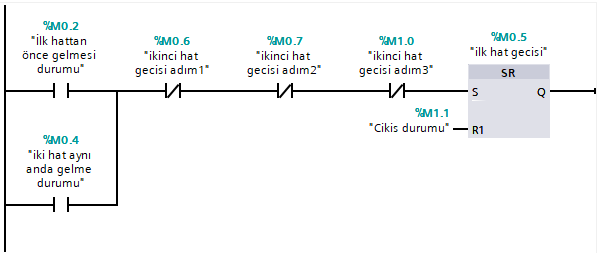
Network9
İlk konveyöre aktarımı yapılan parçanın aktarma sisteminden çıkışı sağlanıyor.
Network10
Parça aktarma sisteminden ayrıldıktan sonra “at exit” sensörünü aktif ederek çıkış konveyörünün çalışmasını sağlıyor.
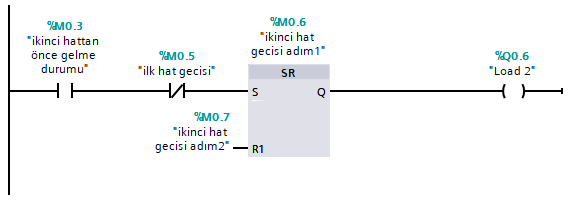
Network11
Aktarma yapılmayan durumlar için ilk konveyörden çıkış konveyörüne geçiş sağlanana kadar aktarma sistemindeki “load 1” çıkışı aktif ediliyor.
Network12
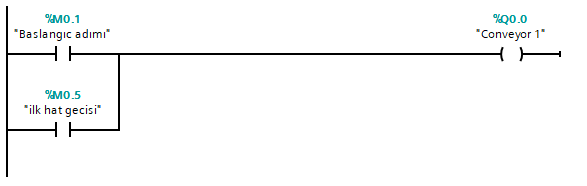
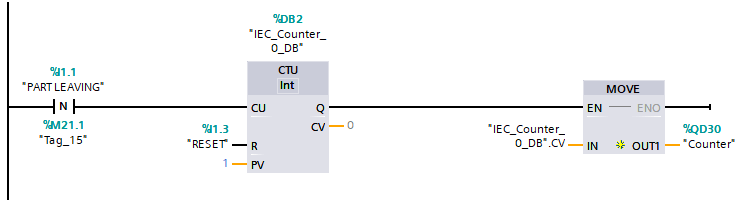
Q0.0 çıkışının aktif olması gereken durumlar için birleştirilme yapılıyor. Aynı anda 2 farklı networkde aynı çıkış aktif edilemediği için.
Network13
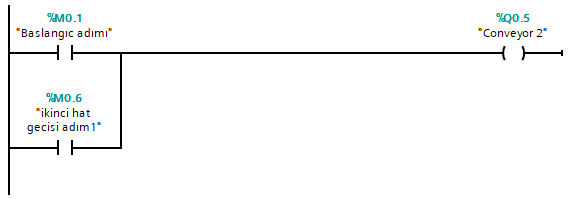
Q0.5 çıkışının aktif olması gereken durumlar için birleştirilme yapılıyor. Aynı anda 2 farklı networkde aynı çıkış aktif edilemediği için.
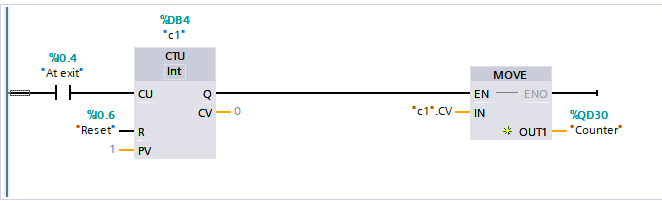
Çıkış sensöründen gelen sinyal bilgisiyle sayma yapılıyor ve sayılan değer sayıcı ekranına aktarılıyor. Reset girişiyle sayıcının sıfırlanması sağlanıyor.
Yukarıda yazılan programı indirmek için mail ile iletişime geçebilirsiniz.
Üçüncü uygulama için Factory I/O içerisinde “Assembler(Basic)” olarak adlandırılmış “pick and place” kullanarak 2 parçanın birleştirilme senaryosunun Siemens S7-1200 PLC programını yazdım. Programın istenen çalışma şeklini aşağıdaki videodan görebilirsiniz.
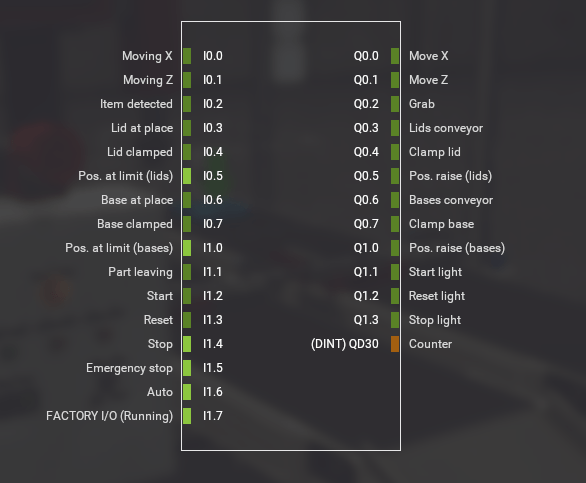
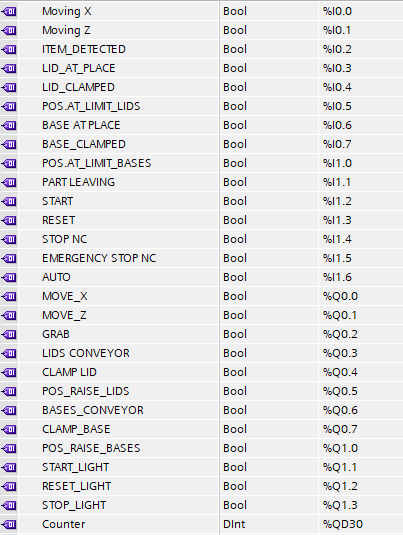
Etiket tablosu ve Factory I/O üzerindeki giriş-çıkış bağlantılarını aşağıdaki şekilde yaptım.
Programın yazımına geçersek bu programı yazarken her network bir adımı temsil edecek şekilde program yazımını gerçekleştirdim. Her adım bir önceki adımı resetleyecek şekilde tasarladım. Her networku açıklayarak bu yazımı tamamlayacağım.
Network1
İlk network sistemin çalışma durumunu kontrol etmek için yazıldı. Auto modda starta basılı iken set olucak ve stop veya resete basılmadığı sürece set olarak kalıcak. M0.0 durumuna göre sistemin durum ışıkları yanacak.
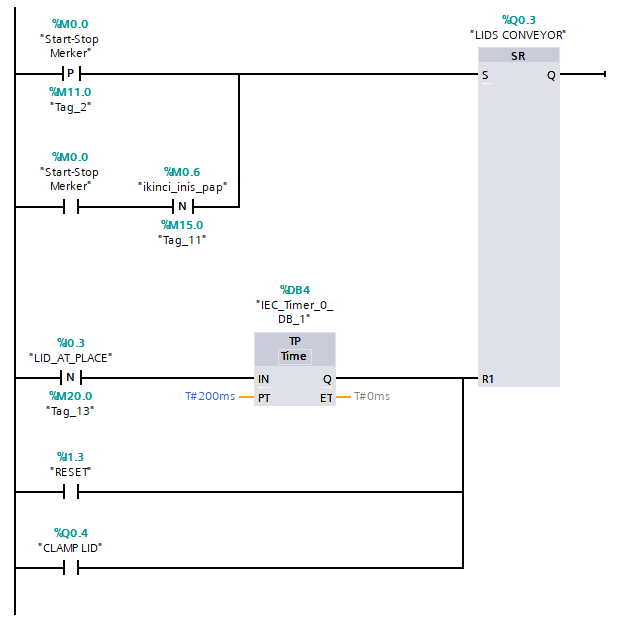
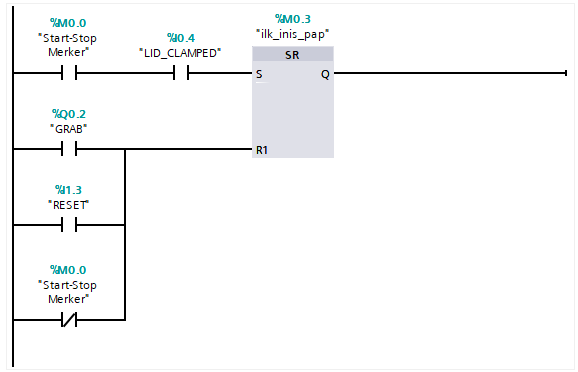
Network2
Bu network’de “Lid” parçasını taşıyan konveyörün çalışma durumunu yazdım. M0.0 ile yada otomatik modda ise önceki çevrimin son adımı ile aktif olacak. “Lid” olması gereken konuma(kelepçenin içine) geldiğinde deaktif olacak.
Network3
Bu network’de “Base” parçasını taşıyan konveyörün çalışma durumunu yazdım. M0.0 ile yada otomatik modda ise önceki çevrimin son adımı ile aktif olacak. “Base” olması gereken konuma(kelepçenin içine) geldiğinde deaktif olacak.
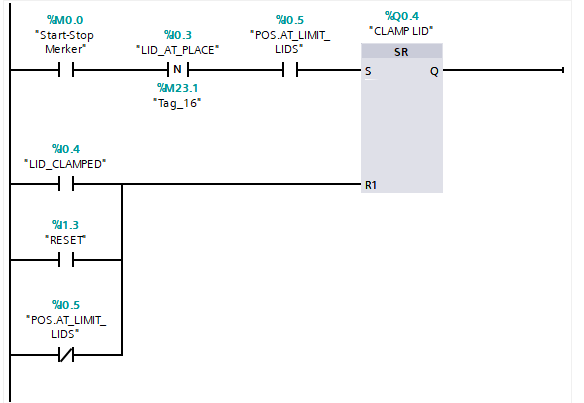
Network4
Bu networkde “Lid” kelepçenin içine geldiğinde kelepçeyi kapatacak olan Q0.4 aktif olacak. Kelepçe “Lid’i” olması gerektiği yere pozisyonladıktan sonra deaktif olacak.
Network5
Bu networkde “Base” kelepçenin içine geldiğinde kelepçeyi kapatacak olan Q0.7 aktif olacak. Kelepçe “Base’i” olması gerektiği yere pozisyonladıktan sonra deaktif olacak.
Network6
Bu adımdan sonra “pick and place” kısmının programını yazdım. “Lid” kelepçesi işlemini tamamladıktan sonra kol aşağı inecek. Yakalama işlemini yaptıktan sonra deaktif olacak.
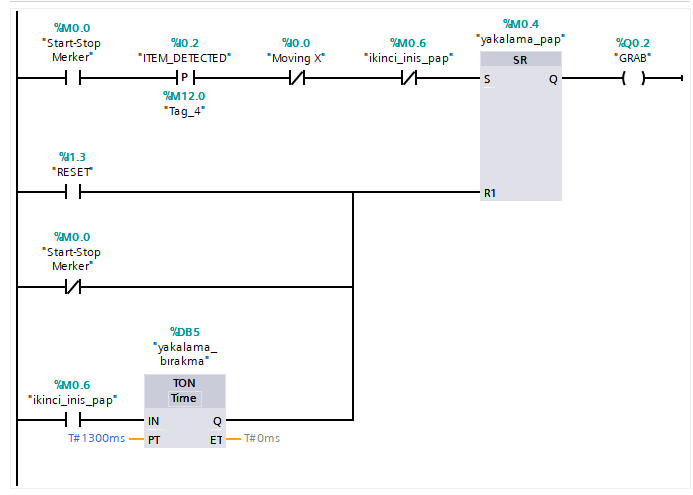
Network7
İlk inişten sonra I0.2 ile parça sensör tarafından görüldüğü anda yakalama aktif olacak. İkinci konveyörde kol aşağı indikten sonra deaktif olacak.
Network8
Yakalama işlemi aktifken ve kol aşağı inme işlemi tamamlandıktan kol x ekseninde diğer konveyörün üstüne gelecek. Birleştirme işlemi tamamlanıp kelepçe kaldırıktan sonra deaktif olacak ve orjine geri dönecek.
Network9
Bu network’de “pap” ileri konumdayken kol aşağı inecek ve yakalama işlemi bitene kadar aktif kalacak.
Network10
Bu network’de Q0.1’in aktif olacağı durumları birleştirdim. 2 farklı networkde aynı çıkışı kullanamadığımız için.
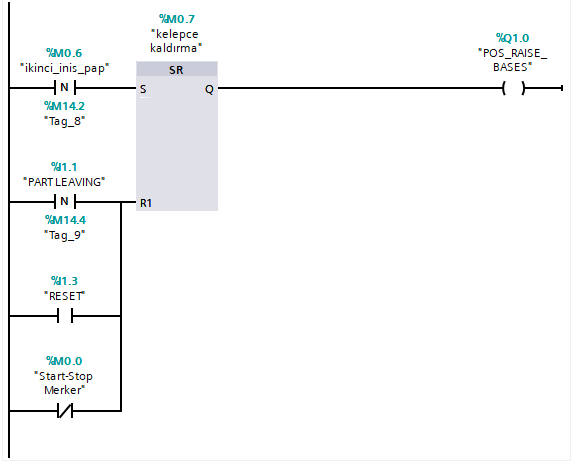
Network11
İkinci iniş tamamlandıktan sonra kelepçe kalkacak ve birleştirilmiş parçaların geçişine izin verecek. Parça çıkış sensörü tarafından görüldükten sonra kelepçe eski konumuna geri dönecek.
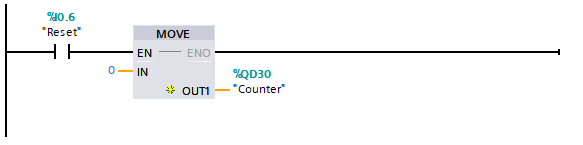
Network12
Birleştirilmiş parçalar çıkış sensörü tarafından sayılarak, değer sayıcı ekranına aktarılıyor.
Yukarıda yazılan programı indirmek için mail ile iletişime geçebilirsiniz.
İkinci uygulama olarak Factory I/O içerisinde “Sorting by Height(Basic)” olarak adlandırılmış yüksekliğe göre ayrıştırma senaryosunun Siemens S7-1200 PLC programını yazdım. Programın istenen çalışma şeklini aşağıdaki videodan görebilirsiniz.
Bu yazıda ve bundan sonraki yazılarda Factory I/O ve TIA Portal haberleşmesini ayrıntılı bir şekilde açıklamayacağım. İlk uygulamadan ayrıntılı bir şekilde buraya tıklayarak görebilirsiniz.
Etiket tablosu ve Factory I/O üzerindeki giriş-çıkış bağlantılarını aşağıdaki şekilde yaptım.
Programın yazımına geçersek bu programı yazarken her network bir adımı temsil edecek şekilde program yazımını gerçekleştirdim. Her networku açıklayarak bu yazımı tamamlayacağım.
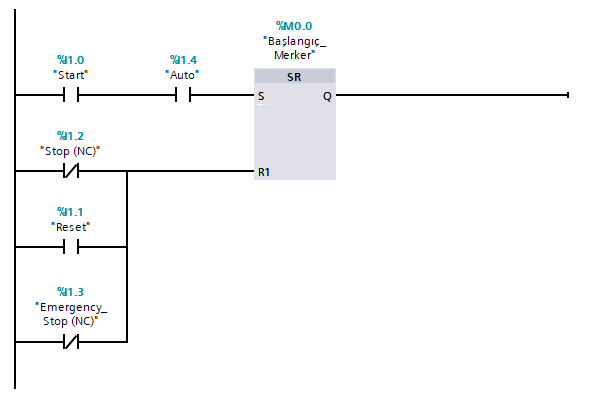
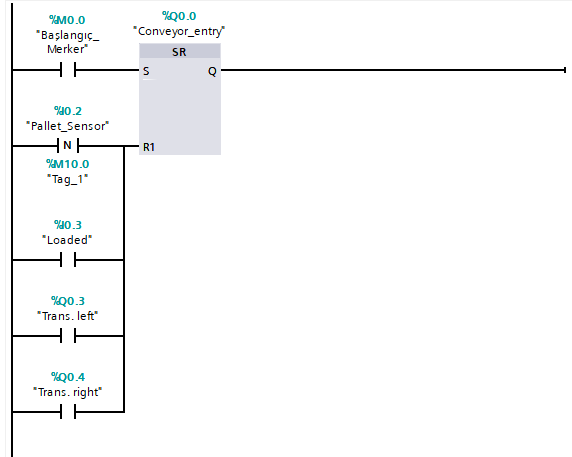
Network1
Her adımı bir SR bloğunu setleyen ve resetleyen şartlar üzerinden tasarladım. İlk adımı setleyen şartlar olarak start butonuna basılması ve auto modunun seçili olması olarak yazdım. Eğer stop,reset veya acil stop basılıysa başlangıç adımı başlamaması için reset ucuna bağladım. Stop ve acil stopun kapalı kontak olarak seçmemin nedeni senaryodaki sahada o butonların NC(Normally Closed) olmasıdır.
Network2
Eğer başlangıç adımı sağlandıysa giriş konveyörünü çalıştırarak parçaların ölçüm alanına gelmesini sağladım. Palet üzerinde gelen parça palet sensörünün görüş alanından çıktıktan sonra konveyörün durması için I0.2’yi reset ucuna bağladım. Ayrıştırma yapılırken ayrıştırma alanına yeni parça gelmemesi için I0.3 , Q0.3 ve Q0.4ü de reset ucuna bağladım ki bu işlemler gerçekleşirken de konveyör çalışmasın.
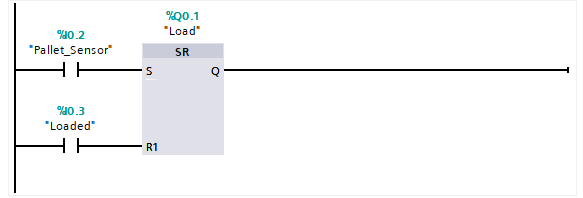
Network3
Bu adımda amaç palet, sensörün önüne geldiği gibi ayrıştırma alanındaki yükleme konveyörünün çalışıp parçayı “Loaded” sensörü görünceye kadar ilerletmektir.
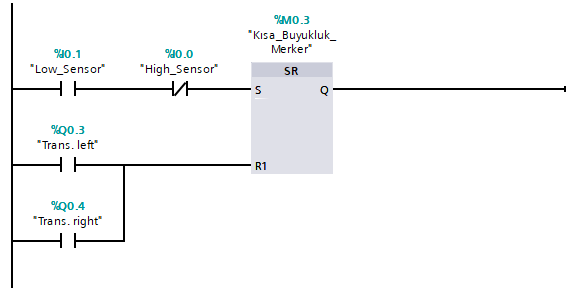
Network4
Bu adım parçaların boy bilgisinin bir hafıza alanına yazdırılması için gerekli olan adım. Sadece “low_sensor” aktifse M0.3 hafıza alanı 1 yapılıyor. Ayrıştırma işlemi bittikten sonra Q0.3 ve Q0.4 çalıştığı için bir sonraki parçanın bilgisini tutmaya hazırlaması için hafıza alanını resetliyor.
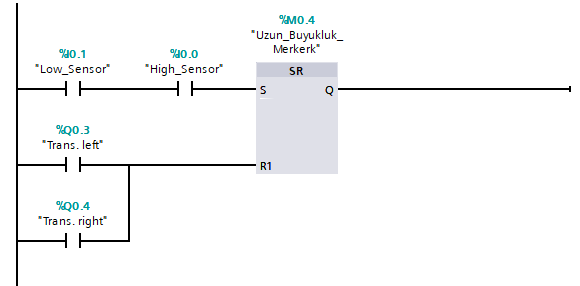
Network5
Her iki sensör de aktifse M0.4 hafıza alanı 1 yapılıyor. Ayrıştırma işlemi bittikten sonra Q0.3 ve Q0.4 çalıştığı için bir sonraki parçanın bilgisini tutmaya hazırlaması için yeniden hafıza alanını resetliyor.
Network6
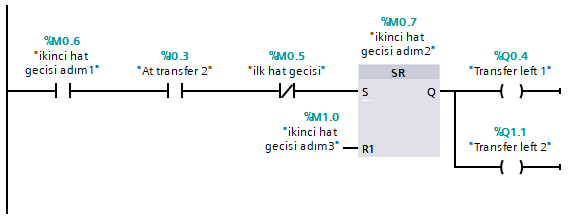
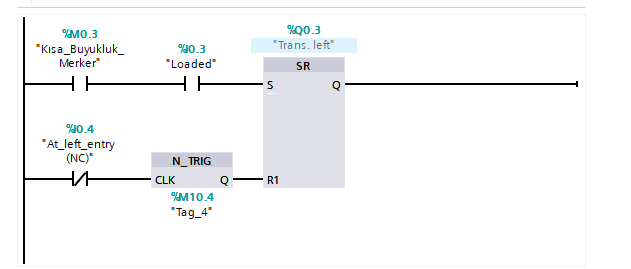
Eğer M0.3 hafıza alanı 1 ise ve parça tamamiyle ayrıştırma alanına yüklenmiş ise sola transfer işlemi setleniyor. Ayrıştırma alanından tamamen ayrıldıktan sonra resetleniyor.
Network7
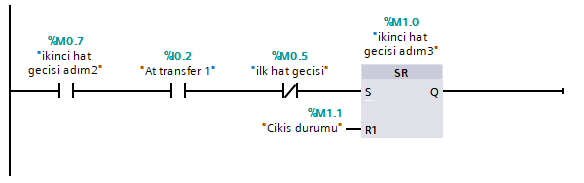
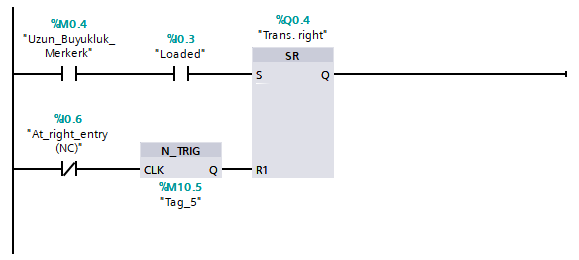
Eğer M0.4 hafıza alanı 1 ise ve parça tamamiyle ayrıştırma alanına yüklenmiş ise sağa transfer işlemi setleniyor. Ayrıştırma alanından tamamen ayrıldıktan sonra ise resetleniyor.
Network8
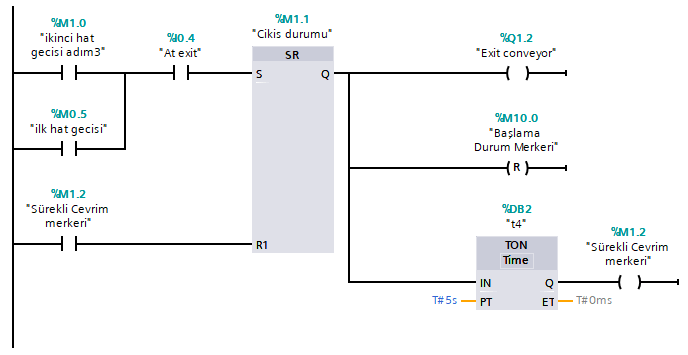
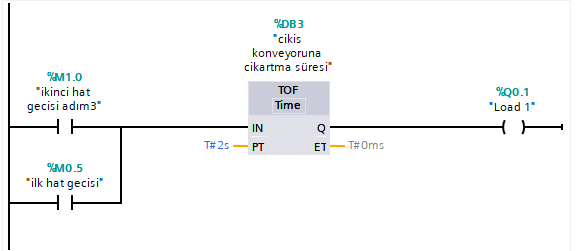
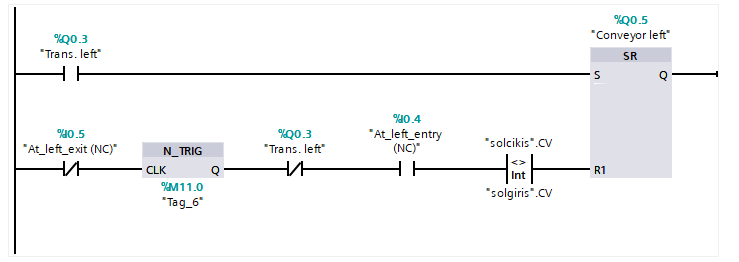
Eğer ayrıştırma alanında sola transfer işlemi başladıysa sol taraftaki çıkış konveyörünün de çalışması için sol çıkış konveyörü setleniyor. Resetleme kısmında ise eğer parça çıkış sensörüne geldiyse ve ayrıştırma alanından yeni çıkan ve sola aktarılan bir parça yok ise konveyörün durması için resetlendi. “solcikis”.CV ve “solgiris”.CV nin kullanmamın nedeni ise konveyöre giren parça ve çıkan parça sayısının eşit olduğunu kontrol etmek amacıyla oldu. Bu sayede sistem durdurulsa dahi giren parça ve çıkan parça sayısı eşitlenmeden çıkış konveyörleri durmayacak. Bu sayede sistem durduğunda konveyör üstünde parça kalmayacak.
Network9
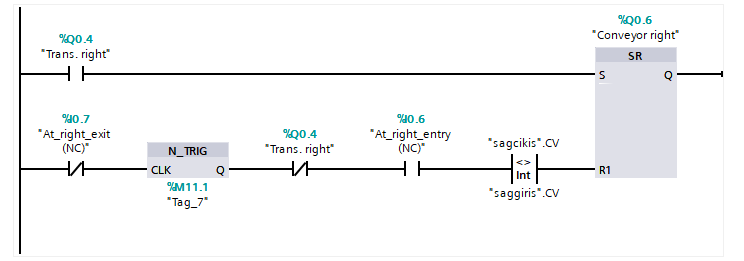
Eğer ayrıştırma alanında sağa transfer işlemi başladıysa sağ taraftaki çıkış konveyörünün de çalışması için sağ çıkış konveyörü setleniyor. Resetleme kısmında ise eğer parça çıkış sensörüne geldiyse ve ayrıştırma alanından yeni çıkan ve sağa aktarılan bir parça yok ise konveyörün durması için resetlendi. “sagcikis”.CV ve “saggiris”.CV kullanılmasının nedeni bir önceki network ile aynı amaçla kullanıldı.
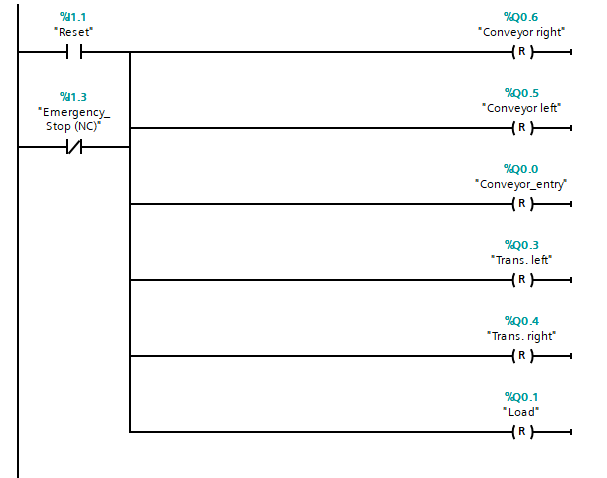
Network10
Bütün hareketli sistemleri durdurmak için reset ve acil stop butonlarına bütün çıkışları bağladım.
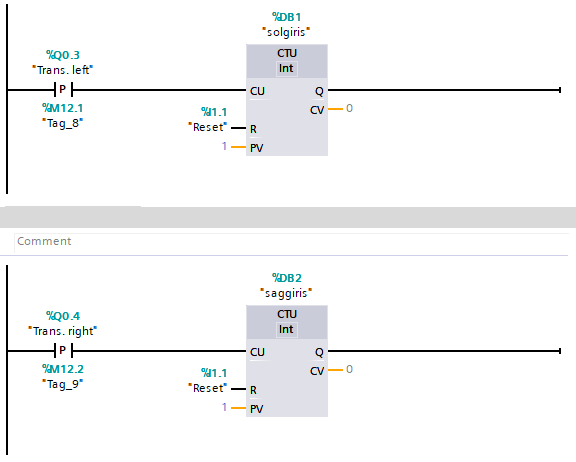
Network11-12
Sol çıkış konveyörü ve sağ çıkış konveyörüne giren parçaları saydırmak için yazılan networkler.
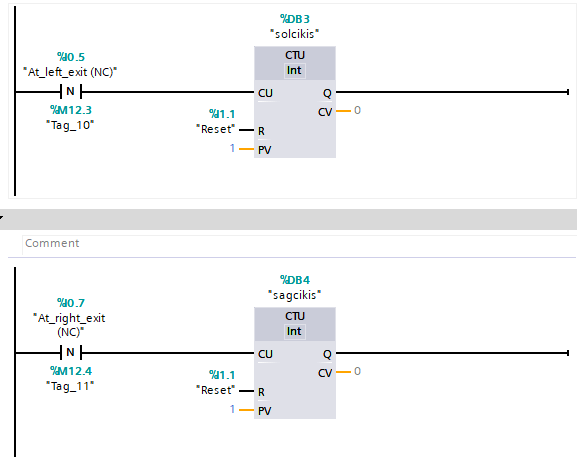
Network13-14
Sol çıkış konveyöründen ve sağ çıkış konveyöründen çıkan parçaları saydırmak için yazılan networkler.
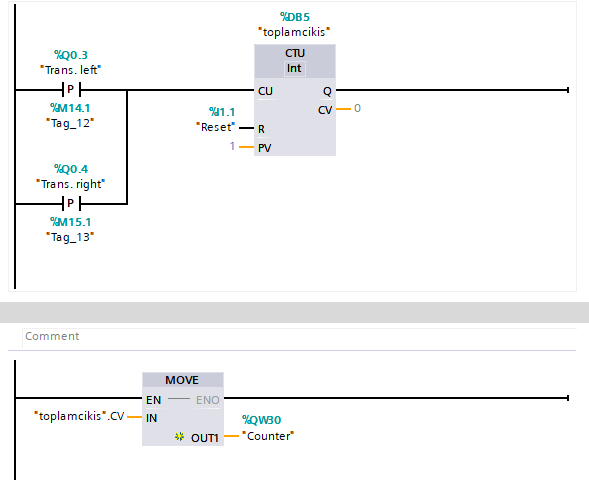
Network15-16
Toplam ayrıştırılan parça sayısının pano üzerindeki sayıcıda gösterilmesi için yazılan networkler.
Yukarıda yazılan programı indirmek için mail ile iletişime geçebilirsiniz.
Öncelikle biraz Factory I/O uygulamasından bahsetmek istiyorum. Ben bu uygulamayla PLC uygulamaları için bir simülasyon programı ararken karşılaştım. Factory I/O programını temel olarak PLC öğrenmek için tasarlanmış bir simülasyon programı olarak açıklayabiliriz. Bu program ile program içerisinde var olan belirlenmiş senaryoları çalışabilir veya program içerisinde bulunan nesnelerle kendi fabrika ortamınızı yaratabilirsiniz. Ben bu senaryolarla çalışırken Siemens TIA Portal kullandım. TIA Portal içerisinde bulunan PLCSIM ile Factory I/O programını haberleştirerek programlarınızı gerçek zamanlı deneme imkanı buluyorsunuz. Bu yazıda da programın içerisinde var olan “Filling Tank(Timers)” senaryosunu bu seriye eklemek istedim.
İlk olarak senaryoda yapılması istenen program davranış şeklini video olarak aşağıda görebilirsiniz.
Daha sonra Factory I/O programını açıyoruz. Daha sonra hangi PLC modeliyle yazıcaksak ilgili model için gerekli olan taslak dosyasını Factory I/O’nun sitesinden indiriyoruz. Bu taslak PLCSIM ile Factory I/O haberleşmesi için gereklidir. Taslak dosyasını indirdikten sonra bu dosyayı TIA Portal ile açıyoruz. Programı açtıktan sonra ‘Online’ sekmesinde Simulation kısmına gelerek PLCSIM’i başlatıyoruz. Daha sonra Factory I/O uygulamasında F4’e basarak gerekli ayarları yaparak PLCSIM ile haberleşmesini sağlıyoruz. Bu noktadan sonra gerekli haberleşme bağlantısı kurulmuş oldu. Programın yazımına başlayabiliriz.
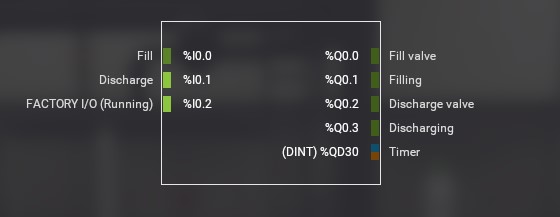
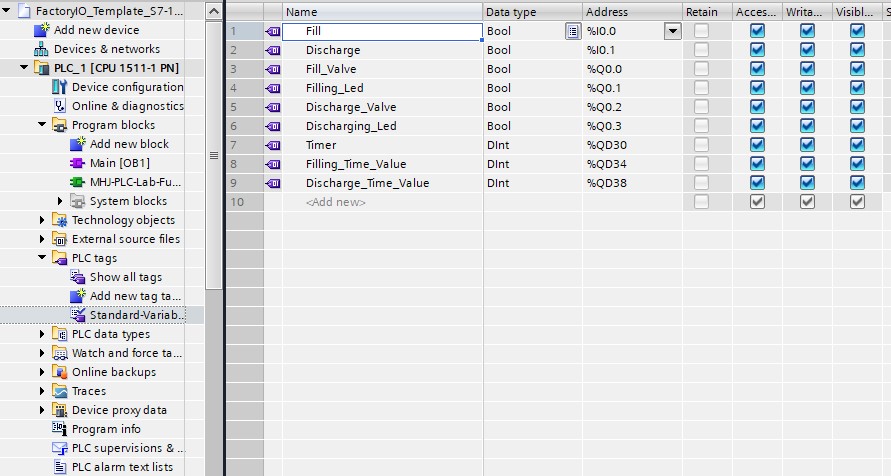
Ben programı ladder dili kullanarak yazmaya çalıştım. Ben ilk olarak Factory I/O’dan giriş ve çıkışların nereye bağlı olduğuna bakıp bunları TIA Portal’daki “Tag Table” kısmına aktardım.
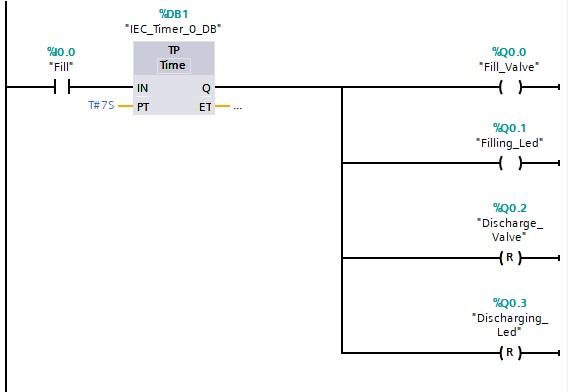
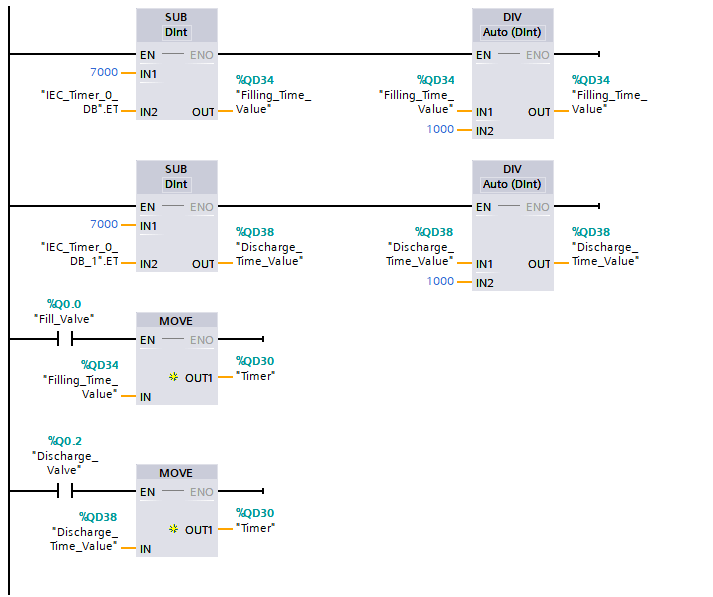
Daha sonra programın algoritma kurma kısmına geçerek ilk aşamayı yazmaya başladım. İlk aşamada “Fill” butonuna basınca 7 saniye boyunca dolum yapılacak ve buton üzerindeki LED’in yanması sağlanacak. Bu aşamada aynı anda iki pompanın da aynı anda çalışmasını önlemek için diğer pompanın çalışma değerini resetledim. Aynı şekilde “Discharge” butonunun LED ışığının da yanmaması için onun da değerini resetledim.
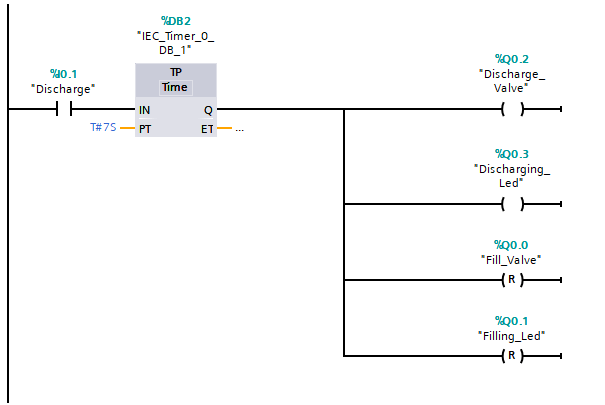
İkinci aşamada ise aynı işlemin “Discharge” butonuna basıldığında yapılmasını sağladım.
Üçüncü aşamada ise Timerlarda geçen sürenin simülasyondaki panodaki ekrana yazdırılmasını sağladım. Bu aşamada geriye doğru sayması için geçen süreyi bütün süreden çıkardım. Daha sonra 1000’e bölerek milisaniyeden saniyeye geçisi sağladım ve butonlara basılınca move komutuyla bu değeri ekranın olduğu data kısmına taşıdım. Bu üçüncü aşama counterlar ile daha basit yapılabilirdi sanırım fakat ben timerları kullandım.
Bu üç aşamayı TIA Portal’da 3 farklı network’e yazdım. Taslak içindeki 1.networkdeki fonksiyon haberleşme için gerekli o yüzden ona dokunmadım. Basitten başlayıp giderek daha karmaşık senaryoları programlamaya çalışacağım. Yazdığım programlar en temiz ve en kısa programlar olmayabilir. Yazdıkça alışacağımı düşünüyorum. Bu yazıyı okuyup Factory I/O ve TIA Portalın kurulumunda sorun yaşayanlar e-mail ile ulaşabilir.
Son yıllarda ülkemizde ve dünyada enerji ihtiyacı arttı. Enerji ihtiyacını karşılamak amacıyla alternatif enerji üretimi yolları ortaya çıktı. Bu projede de alternatif bir enerji kaynağı olarak tren raylarının kullanılması gerektiğini düşündük.
Bu projede şehiriçi ve şehirlerarası tren raylarını, özelliklerini kullanarak doğaya zarar vermeden enerji elde edebileceğimiz bir alan olarak düşündük. Bu projede varolan yöntemler de kullanarak tren raylarından elektrik üretiminde verimliliği arttırmayı hedefledik.
Bu proje tren raylarından elektrik enerjisi elde etmenin yöntemlerini araştırmak onları karşılaştırmak ve en verimli yöntemi bulmayı hedefliyor. Böylece ülkemizde ve dünyada yeni bir alternatif enerji kaynağı olarak tren raylarını kullanabilmemizi hedefliyoruz.
Günümüz dünyasında teknolojinin ilerlemesiyle birlikte insan hayatı pek çok açıdan kolaylaştı. Bizde gelişen ve ilerleyen teknolojiden faydalanarak bahçe bakımında kolaylık sağlayacak otonom bir çim biçme robotu geliştirdik.
Çimlerin biçilmesi oldukça vakit alan ve yorucu bir eylemdir. Bizde insanların yorulmadan bahçelerinde daha fazla vakit geçirebilmeleri için insan gücünü ortadan kaldırıp yenilenebilir enerji ile çalışan otonom bir çim biçme robotu tasarımı yapmaya karar verdik.
Projenin devamında otonom araç yapımı, güneş enerjisi çalışma ilkesi, projeyi hayata geçirmek için gerekli malzemelerin özellikleri ve projenin nasıl gerçekleneceği hakkında bilgi verilmektedir.
Çim biçme robotu raporuna ulaşmak için aşağıdaki bağlantıları kullanabilirsiniz.
Son yıllarda ülkemizde ve dünyada iş güvenliği, çalışma hayatının en önemli konularından biri haline gelmiştir. İş güvenliği kurallarının ve ekipmanlarının sürekli olarak iyileştirilmesi kaçınılmaz bir hale gelmiştir. İş güvenliği ekipmanlarından biri olan bareti de gelişen teknolojiye entegre ederek iyileştirmeyi hedefledik.
Projemizin ana konusu olan baret daha çok inşaat sektörü ve maden gibi ağır iş alanlarında kullanıldığı için iyileştirme yaparken bu alanlarda çalışan kişilerin ihtiyaçlarını düşündük. Bu kapsamda baret kullanan kişilerin başına gelebilecek gaz zehirlenmesi, aşırı sıcaklık ve nem, yüksek ses, göçük vb. gibi durumları göz önüne aldık. Gerekli sensörleri kullanarak sınır değerleri belirledik. Bu değerlere göre çalışan sensörler ile tehlikeli bir durum olup olmadığını anlayarak bareti kullanan kişiyi ve kontrol merkezini uyarmasını sağladık.
Özet olarak geliştirdiğimiz proje ile baret kullanılan alanlarda iş güvenliğini arttırmayı ve risklerin azaltılması için gerekli olan kontrolü sağlamayı hedefledik.
Proje Raporu ve video için aşağıdaki bağlantıları kullanabilirsiniz.
Enerji tasarrufu, enerji verimliliği ve veri takibi sadece endüstriyel alanlarda değil hayatımızın her alanında önemli konular haline gelmiştir. İnternet ve mobil uygulamaların yaygınlaşmasıyla bilgiye ulaşmak için gereken uğraş da minimuma indirgenmiştir. Bu projeyi geliştirme amacım da insanların kullandığı enerjiyi takip etme, enerjiyi daha verimli kullanma ve tasarruf etmesine yardımcı olmaktır. Bu teknolojilerin yardımıyla geliştirdiğim projeyle birlikte kullanıcıların kullandıkları enerjiyi bulundukları noktadan daha kolay bir şekilde takip etmesiyle farkındalık oluşturmak amaçlanmaktadır.
Proje ile ilgili ayrıntılı ve teknik bilgiler için aşağıdaki linkten proje raporuna ve sunumuna ulaşabilirsiniz.