Beşinci uygulama için Factory I/O içerisinde “Separating Station” olarak adlandırılmış renklere göre parçaların ayrıştırılması senaryosunun Siemens S7-1200 PLC programını yazdım. Programın istenen çalışma şeklini aşağıdaki videodan görebilirsiniz.
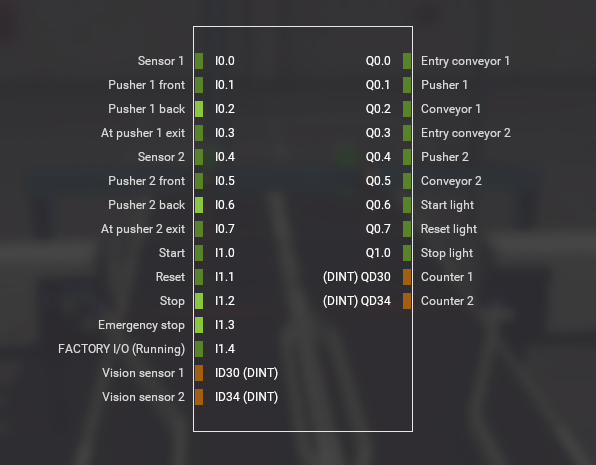
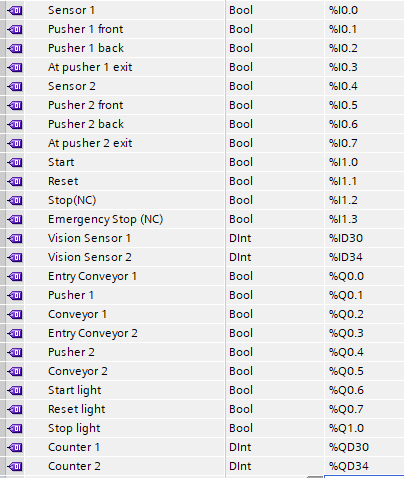
Etiket tablosu ve Factory I/O üzerindeki giriş-çıkış bağlantılarını aşağıdaki şekilde yaptım.
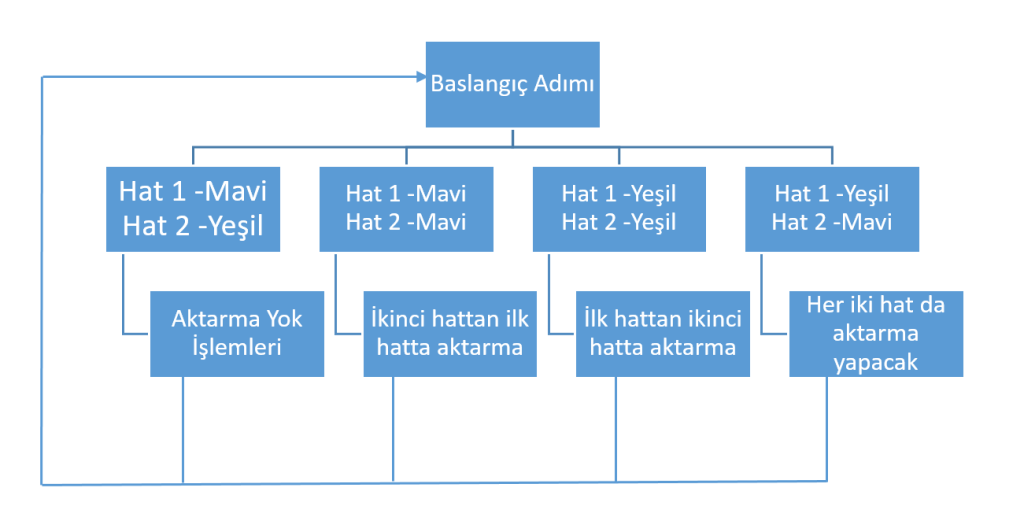
Programın yazımına geçersek bu programı yazarken her network bir adımı temsil edecek şekilde program yazımını gerçekleştirdim. Her adım bir önceki adımı resetleyecek şekilde tasarladım. Main OB içine farklı fonksiyon blokları ekleyerek ve programı bu bloklar içine yazarak daha düzenli bir yazım gerçekleştirdim. Yapısal programlama teknikleri PLC programlama için de geçerli. Her networku açıklayarak bu yazımı tamamlayacağım. Bu program öncesinde program akışını daha iyi görebilmek için aşağıdaki diyagramı inceleyebilirsiniz.
Main
Main OB’de sürekli çevrim fonksiyonu ve renk belirleme fonksiyonlarını farklı bloklar içine yazdım. Öncelikle renk belirleme fonksiyonunu açıklamaya çalışacağım.
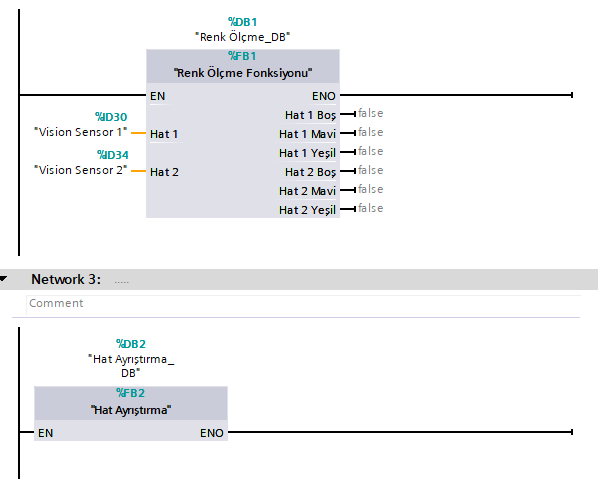
Renk Ölçme Fonksiyonu
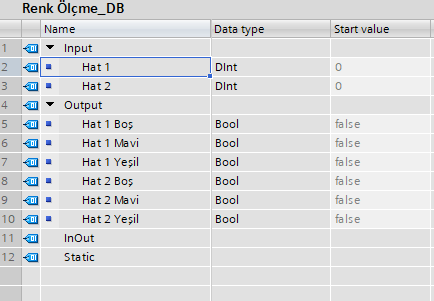
Kendi database’i üzerinden değişken belirlememin nedeni blok üzerinden çıkışları izleyebilmekti.
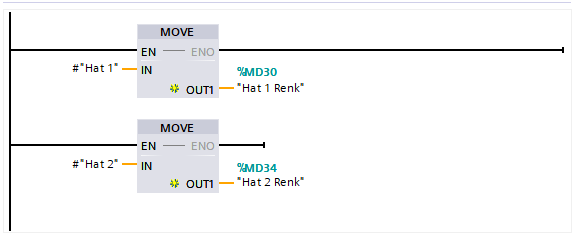
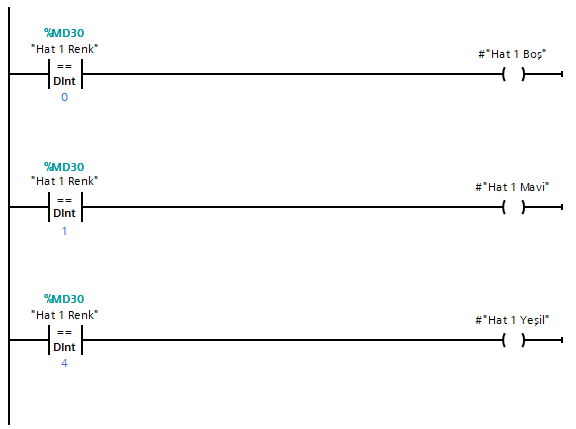
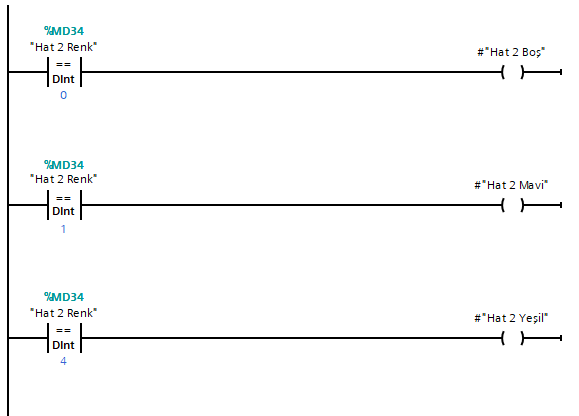
Sensörler analog çıkış verdiği için gelen bilgiye göre renk belirlemesi yapmak için gelen bilgi 4 ise hat yeşil, 1 ise mavi ve 0 ise boş tanımlamaları yapıldı.
Sürekli Çevrim
Network1
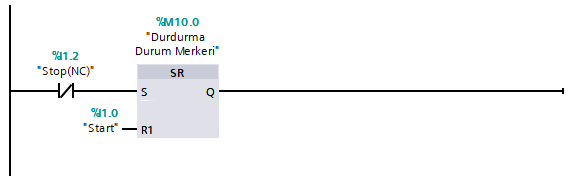
Durdurmak istendiğinde bir hafıza alanına bu bilgiyi atayıp döngü sonuna kadar saklamak için M10.0 kullanıldı. Stop’a basılınca aktif olacak sistem duruyor iken starta basılırsa deaktif olacak.
Network2
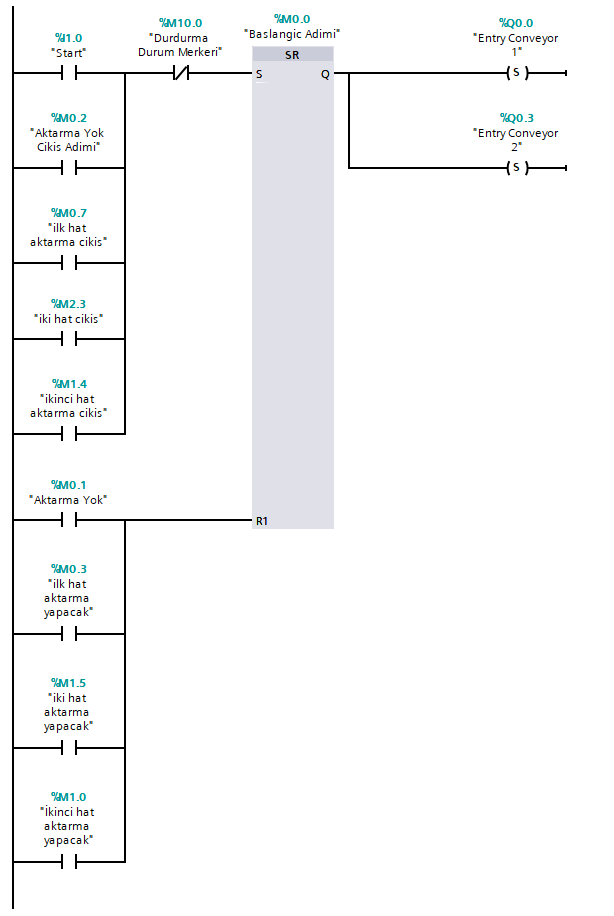
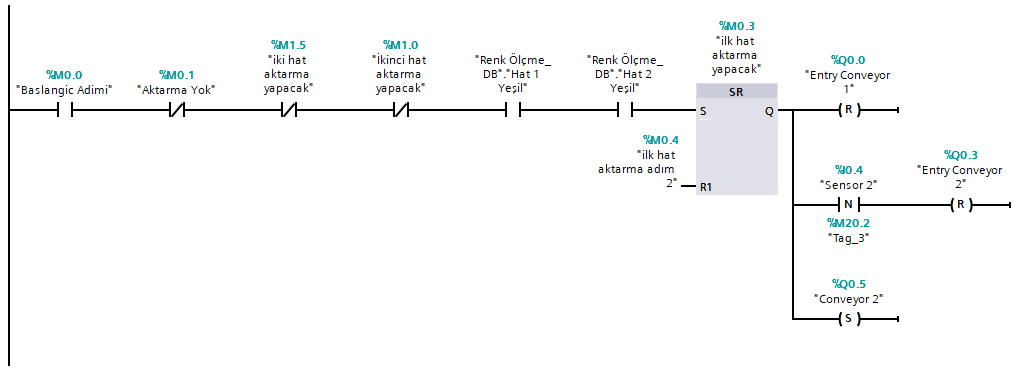
Sistemde durma bilgisi aktif değilse ve start’a basılırsa veya önceki çevrim bitince başlangıç adımı aktif olacak. Başlangıç adımıyla birlikte giriş konveyörleri çalışmaya başlayacak. Sonraki adımlar aktif olunca başlangıç adımı deaktif olacak.
Network3
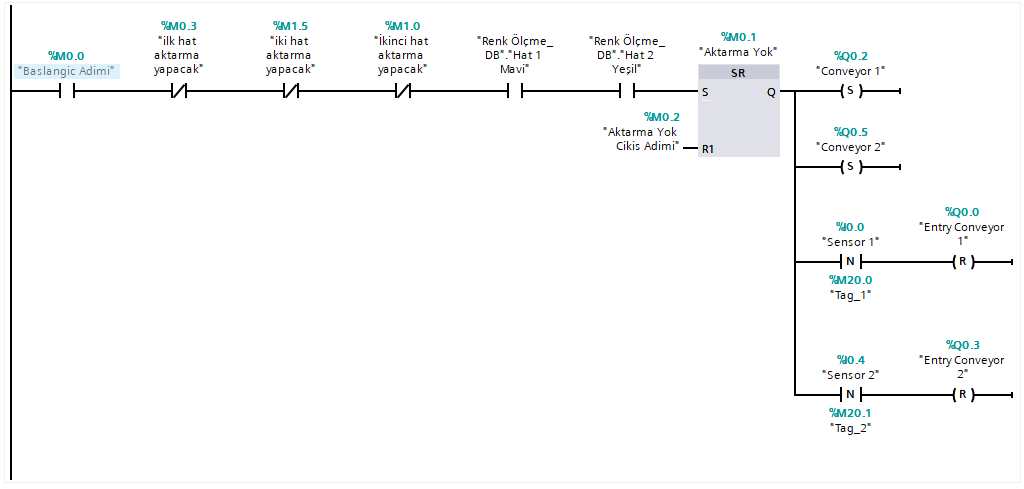
Hat 1 deki parça mavi ve hat 2 deki parça yeşil olduğunda bu adım aktif olacak. Bu adımla birlikte giriş konveyörleri duracak ve çıkış konveyörleri aktif olacak.
Network4
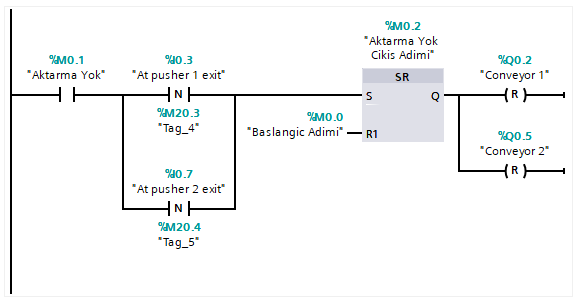
Çıkış sensörleri aktif olunca bu adım aktif olacak ve çıkış konveyörleri duracak. Çevrim bittiği için otomatik modda ise bu adımdan sonra başlangıç adımına dönecek.
Network5
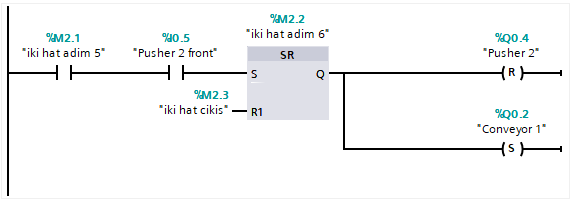
Hat 1 deki parça yeşil ve hat 2 deki parça yeşil olduğunda bu adım aktif olacak. Bu adımla birlikte ilk hattan ikinci hatta aktarma aktif olacak. Bu adımda ikinci konveyördeki parça doğru kısımda olduğu için aktarma yapılmadan çıkışa devam edecek.
Network6

İkinci konveyördeki parça çıkış yaptıktan sonra ilk konveyördeki parça pusher önüne gelene kadar ilk konveyör aktif olacak.
Network7
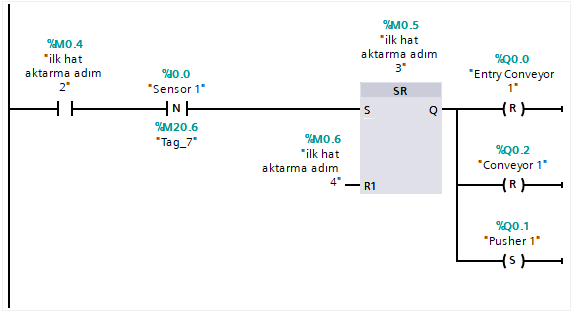
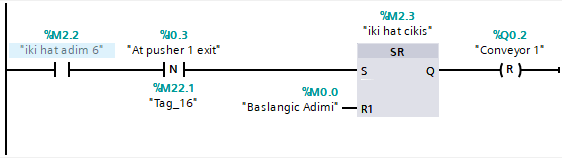
Parça pusher önüne geldiğinde konveyör duracak ve pusher çalışarak yeşil parçayı ikinci konveyöre aktaracak.
Network8

Aktarma işlemi bittikten sonra pusher geri konumuna dönecek ve ikinci konveyör aktarılan parçayı çıkışa aktaracak.
Network9
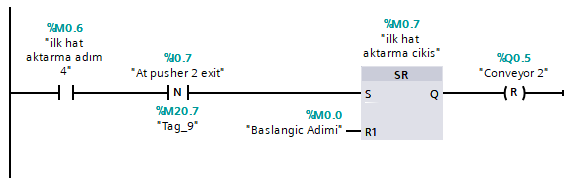
Aktarılan parça da çıkış yaptıktan sonra ikinci konveyör duracak ve otomatik modda ise başlangıç adımına dönecek.
Network10

Hat 1 deki parça mavi ve hat 2 deki parça mavi olduğunda bu adım aktif olacak. Bu adımla birlikte ikinci hattan ilk hatta aktarma aktif olacak. Bu adımda ilk konveyördeki parça doğru kısımda olduğu için aktarma yapılmadan çıkışa devam edecek.
Network11
İlk konveyördeki parça çıkış yaptıktan sonra ikinci konveyördeki parça pusher önüne gelene kadar ilk konveyör aktif olacak
Network12
Parça pusher önüne geldiğinde konveyör duracak ve pusher çalışarak mavi parçayı ilk konveyöre aktaracak.
Network13
Aktarma işlemi bittikten sonra pusher geri konumuna dönecek ve ilk konveyör aktarılan parçayı çıkışa aktaracak.
Network14

Aktarılan parça da çıkış yaptıktan sonra ilk konveyör duracak ve otomatik modda ise başlangıç adımına dönecek.
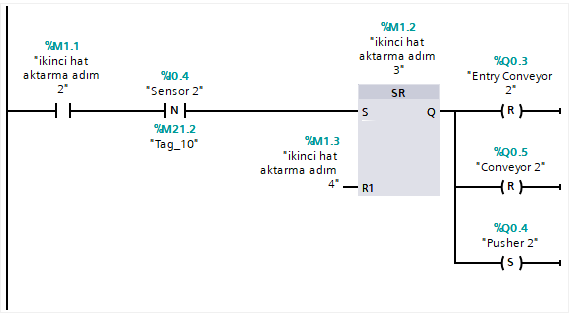
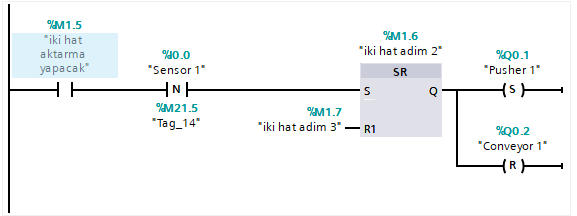
Network15

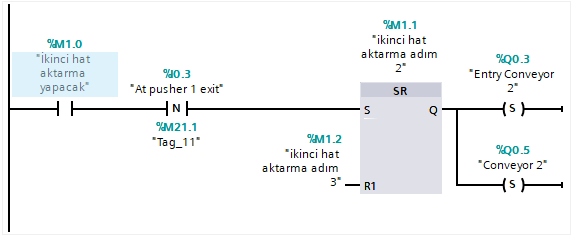
Hat 1 deki parça yeşil ve hat 2 deki parça mavi olduğunda bu adım aktif olacak. Bu adımla birlikte iki parça da diğer konveyöre aktarılacak. İlk olarak ilk hattan ikinci hatta aktarma yapılacak.
Network16
İlk hattaki parça pusher önüne geldiğinde ilk konveyör duracak ve ilk hattaki parçayı pusher ile ikinci hatta aktaracak.
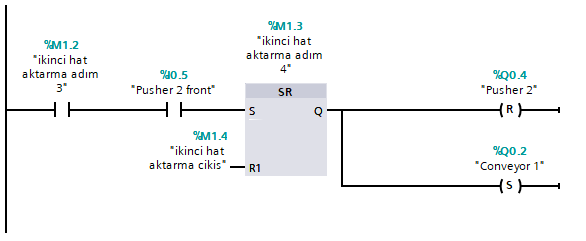
Network17
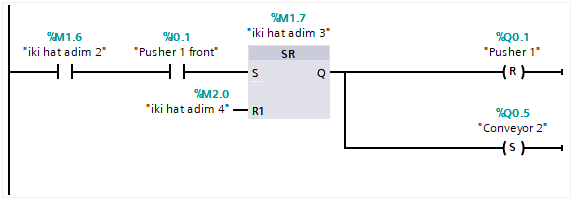
Pusher aktarma işlemini tamamladıktan sonra pusher geri konuma geri dönecek ve aktarılan parça ikinci konveyör ile çıkışa gidecek.
Network18

Aktarılan parça çıkış yaptıktan sonra ikinci giriş konveyörü çalışacak ve ikinci hattaki parça pusher önüne gelecek.
Network19

İkinci hattan ilk hatta aktarılacak parça da pusher önüne geldiğinde ikinci konveyör duracak ve pusher parçayı aktaracak.
Network20
Pusher aktarma işlemini tamamladıktan sonra geri dönecek ve ilk konveyör çalışarak aktarılan parçayı çıkışa gönderecek.
Network21
Aktarılan parça ilk konveyörden çıkış yaptıktan sonra ilk konveyör duracak ve otomatik modda ise başlangıç adımı aktif olacak.
Network22
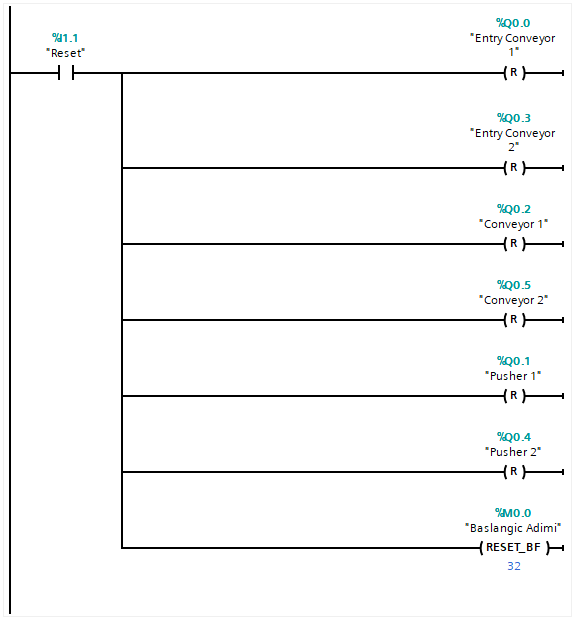
Reset butonu ile bütün çıkışlar resetleniyor.
Yukarıda yazılan programı indirmek için mail ile iletişime geçebilirsiniz.
