Dördüncü uygulama için Factory I/O içerisinde “Converge Station” olarak adlandırılmış 2 konveyör hattının birleştirilme senaryosunun Siemens S7-1200 PLC programını yazdım. Programın istenen çalışma şeklini aşağıdaki videodan görebilirsiniz.
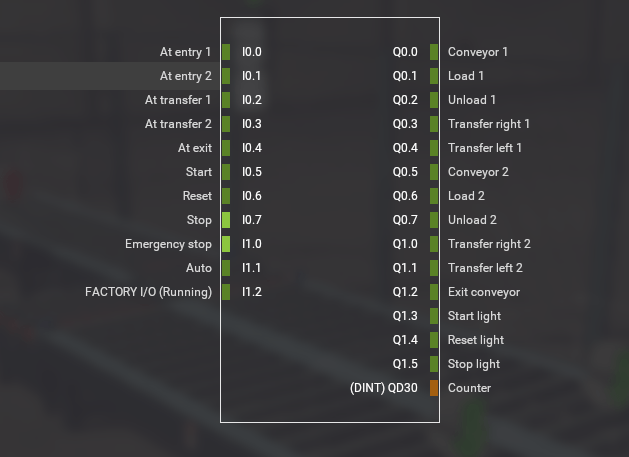
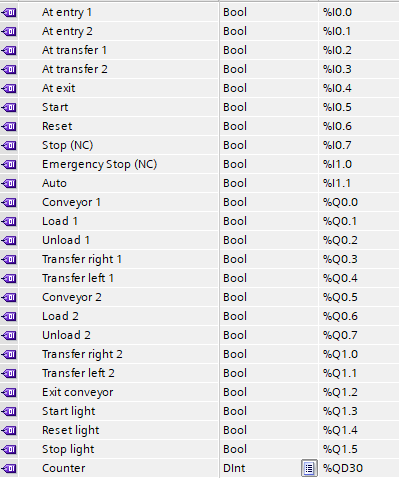
Etiket tablosu ve Factory I/O üzerindeki giriş-çıkış bağlantılarını aşağıdaki şekilde yaptım.
Programın yazımına geçersek bu programı yazarken her network bir adımı temsil edecek şekilde program yazımını gerçekleştirdim. Her adım bir önceki adımı resetleyecek şekilde tasarladım. Main OB içine farklı fonksiyon blokları ekleyerek ve programı bu bloklar içine yazarak daha düzenli bir yazım gerçekleştirdim. Yapısal programlama teknikleri PLC programlama için de geçerli. Her networku açıklayarak bu yazımı tamamlayacağım.
Main
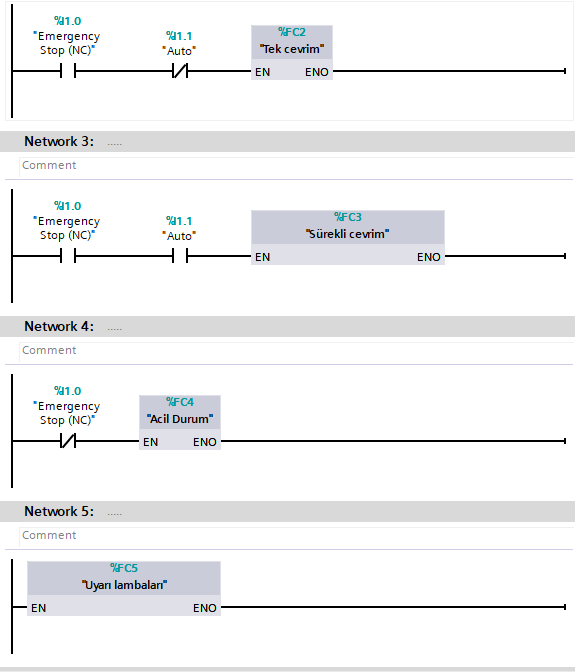
Otomatik mod seçili ise sürekli çevrim çalışacak manuel moda alındığında ise tek çevrim çalışıp duracak. Acil durum ve uyarı lambalarını farklı fonksiyonların içine yazdım.
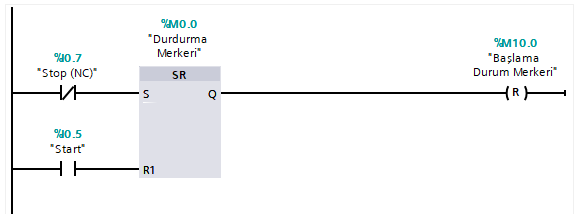
Acil Durum FC
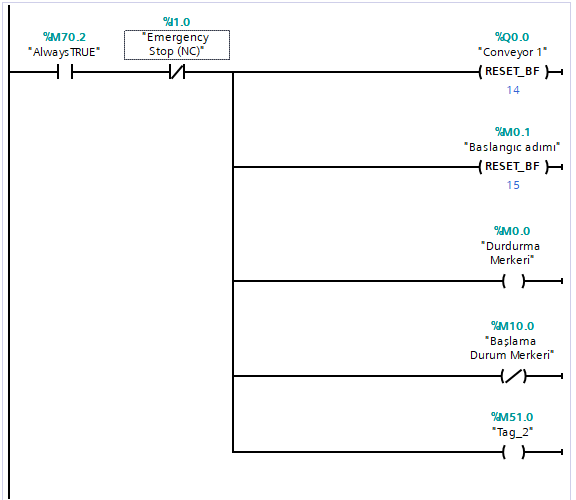
Acil durum butonu ile bütün çıkışlar resetlenicek ve durdurma merkeri aktif olucak. M51.0 HMI ekran uygulamasına bilgi göndermek için kullanıldı.
Uyarı lambaları FC
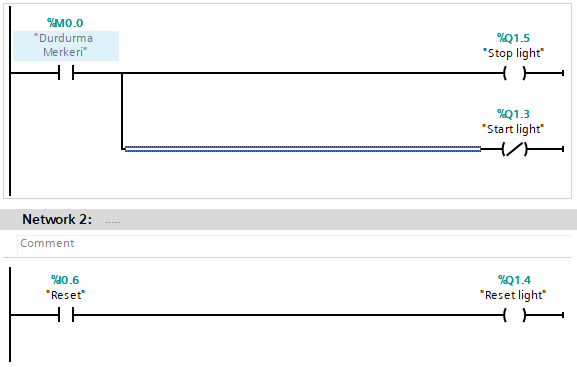
Durma durumuna ve reset duruma göre uyarı lambalarının durumunu kontrol ettim.
Sürekli Çevrim
Network1
Durdurmak istendiğinde bir hafıza alanına bu bilgiyi atayıp döngü sonuna kadar saklamak için M0.0 kullanıldı. Stop’a basılınca aktif olacak sistem duruyor iken starta basılırsa deaktif olacak.
Network2
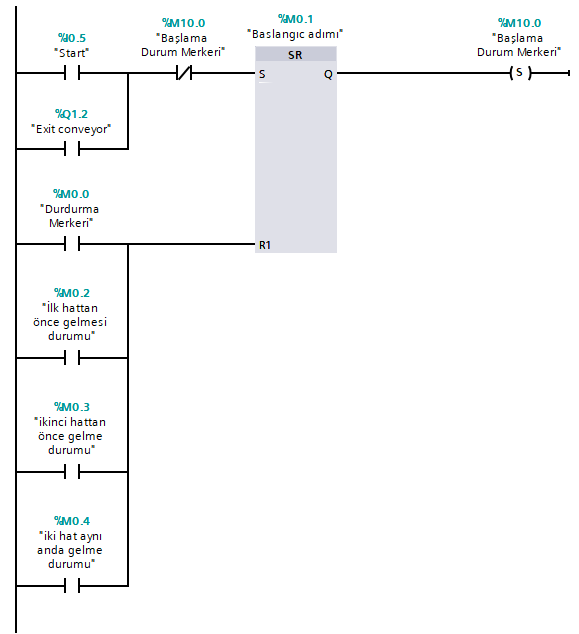
Stop merkeri aktif değilken starta basılırsa veya çevrim sonundaki adım bitince başlangıç adımı aktif olacak. 3 durum olduğu için herhangi bir durum aktif olduğunda bu adım reset ucu ile deaktif olacak.
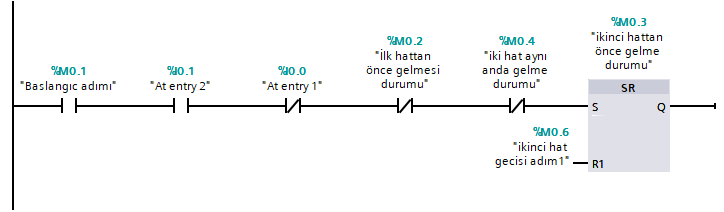
Network3
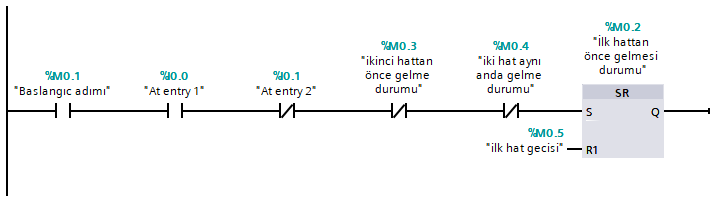
İlk parça birinci konveyörden gelme durumunda bu adım aktif olacak. Diğer durumlar aktifken bu adımın aktif olmaması için diğer durumların kapalı kontakları set ucuna seri bağlandı.
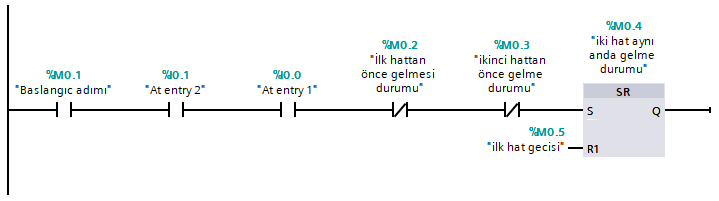
Network4
İlk parça ikinci konveyörden gelme durumunda bu adım aktif olacak. Diğer durumlar aktifken bu adımın aktif olmaması için diğer durumların kapalı kontakları set ucuna seri bağlandı.
Network5
İki parça aynı anda sensör önüne gelme durumunda bu adım aktif olacak. Diğer durumlar aktifken bu adımın aktif olmaması için diğer durumların kapalı kontakları set ucuna seri bağlandı.
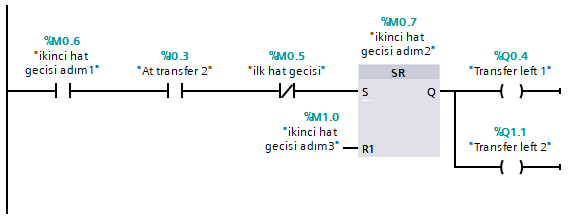
Network6
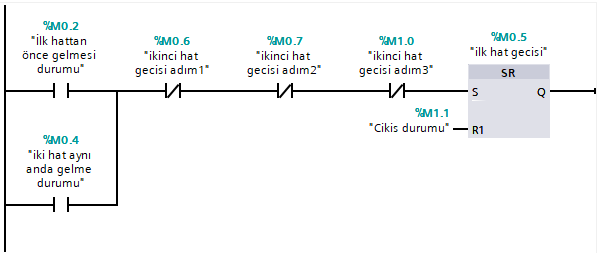
İlk parça ilk hattan geldiğinde yada iki parça aynı anda geldiğinde ilk olarak birinci konveyördeki parçanın geçişine izin verilecek.
Network7
İlk olarak parça ikinci hattan geldiğinde önce ikinci hattaki parça ilk hatta aktarılacak ve ilk hattan ilerleyişine devam edecek. Bu networkde ikinci hattan gelen parçanın aktarma sistemine yüklenmesi sağlanıyor.
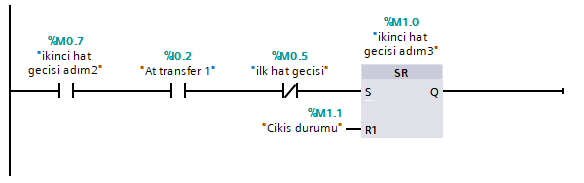
Network8
Bu networkde aktarma sistemine yüklenen parça ilk konveyöre aktarılıyor.
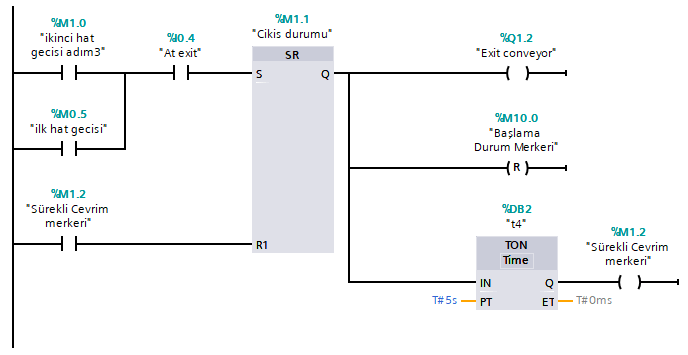
Network9
İlk konveyöre aktarımı yapılan parçanın aktarma sisteminden çıkışı sağlanıyor.
Network10
Parça aktarma sisteminden ayrıldıktan sonra “at exit” sensörünü aktif ederek çıkış konveyörünün çalışmasını sağlıyor.
Network11
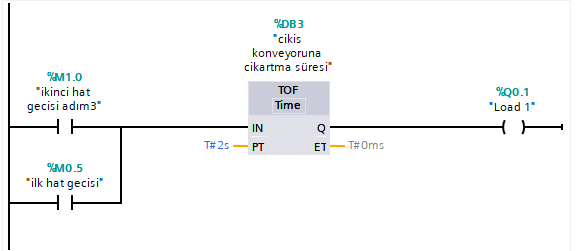
Aktarma yapılmayan durumlar için ilk konveyörden çıkış konveyörüne geçiş sağlanana kadar aktarma sistemindeki “load 1” çıkışı aktif ediliyor.
Network12
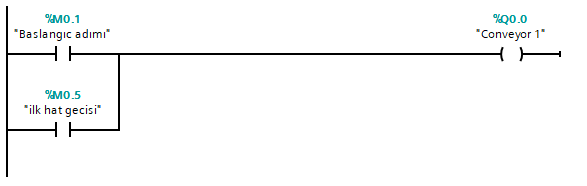
Q0.0 çıkışının aktif olması gereken durumlar için birleştirilme yapılıyor. Aynı anda 2 farklı networkde aynı çıkış aktif edilemediği için.
Network13
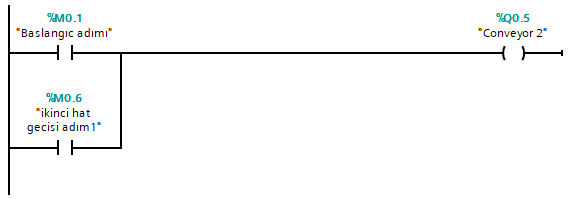
Q0.5 çıkışının aktif olması gereken durumlar için birleştirilme yapılıyor. Aynı anda 2 farklı networkde aynı çıkış aktif edilemediği için.
Network14
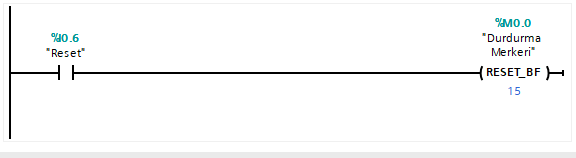
Reset butonuna basıldığında hafıza alanlarının temizlenmesi sağlanıyor.
Sayma Fonksiyonu
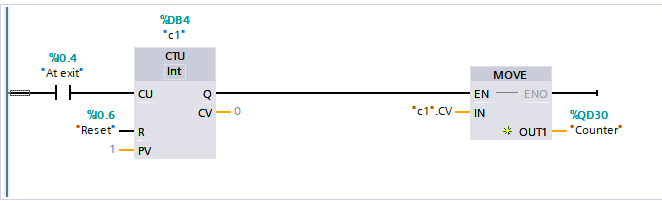
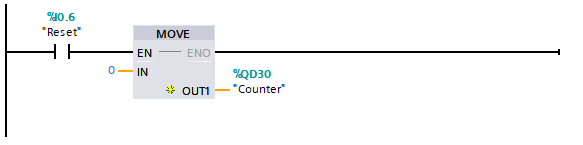
Çıkış sensöründen gelen sinyal bilgisiyle sayma yapılıyor ve sayılan değer sayıcı ekranına aktarılıyor. Reset girişiyle sayıcının sıfırlanması sağlanıyor.
Yukarıda yazılan programı indirmek için mail ile iletişime geçebilirsiniz.
